
Після розбирання головки блоку промити всі деталі в бензині, протерти та просушити.
Очистити камери згоряння від нагару.
Оглянути головку блоку. Якщо є тріщини на перемичках між сідлами клапанів або на стінках камер згоряння, сліди прогару замінити головку блоку.
Перевірити за допомогою металевої лінійки та щупів, чи не порушена площинність поверхні головки, що прилягає до блоку.
Для цього лінійку поставити ребром на поверхню головки, посередині вздовж, а потім упоперек і щупами виміряти зазор між площиною головки та лінійкою.
Якщо зазор перевищує 0,1 мм, замініть головку.
Оглянути клапани. При виявленні на робочій фасці клапана тріщин, короблення головки клапана, прогорання, деформації стрижня клапан замінити.
Незначні ризики та подряпини на робочій фасці клапана можна вивести притиранням.
Порядок притирання клапанів дивимося у статті – «Розбирання та складання ГБЦ».
Перевірити стан пружин клапанів. Скривлені, поламані чи тріщини пружини замінити.
Перевірити стан сідел клапанів. На робочих фасках сідел не повинно бути слідів зношування, раковин, корозії тощо.
Незначні пошкодження (дрібні ризики, подряпини тощо) можна вивести притиранням клапанів. Значніші дефекти усувають шліфуванням.
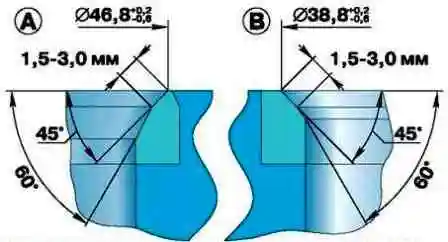
При шліфуванні витримати розміри сідла, вказані на малюнку.
Після шліфування перевірити биття фаски сідла щодо отвору в напрямній втулці клапана, гранично допустиме биття 0,05 мм.
Після шліфування сідів притерти клапани.
Потім ретельно очистити і продути стисненим повітрям головку блоку, щоб у каналах, що закриваються клапанами, і в камерах згоряння не залишилося абразивних частинок.
Перевірити зазор між напрямними втулками та клапанами.
Зазор обчислюється як різниця між діаметром отвору у втулці та діаметром стрижня клапана.
Вкрай допустимий зазор дорівнює 0,25 мм.
Якщо зазор перевищує вказаний, потрібно замінити клапан і направляючу втулку.
Стару втулку випресовують за допомогою оправлення камери згоряння.
Перед встановленням нові втулки потрібно охолодити у двоокисі вуглецю («сухий лід»), а головку блоку нагріти до 160–175 °С.
Потім вставити втулку в головку блоку так, щоб вона виступала з боку клапанних пружин над головкою блоку на 20 мм.
Втулка повинна вставлятися в головку вільно або з невеликим зусиллям. Після установки розгорнути отвір у втулці до діаметра 9,0 мм +0,022 мм.
Потім прошліфувати сідло клапана, центруючи інструмент по отвору у втулці.
Перевірити головку блоку на відсутність тріщин можна в такий спосіб. Підвести до одного з отворів сорочки охолодження шланг для подачі стисненого повітря.
Заглушити отвори в головці блоку дерев'яними пробками. Опустити головку у ванну з водою і подати стиснене повітря під тиском 1,5 атм.
У місцях утворення тріщин виходитимуть повітряні бульбашки.
Прочистити дротом і продути стисненим повітрям отвори в осі коромисел, коромислах і регулювальних гвинтах.
Перевірити щільність посадки втулок у коромислах.
Якщо втулка сидить не щільно, її потрібно замінити, оскільки під час роботи двигуна вона може провернутися та перекрити отвір для подачі олії до штанги штовхача.
Розміри та посадки деталей головки блоку циліндрів вказані в таблицях.
Номінальні розміри головки блоку циліндрів

Посадка деталей, що сполучаються, головки блоку циліндрів
