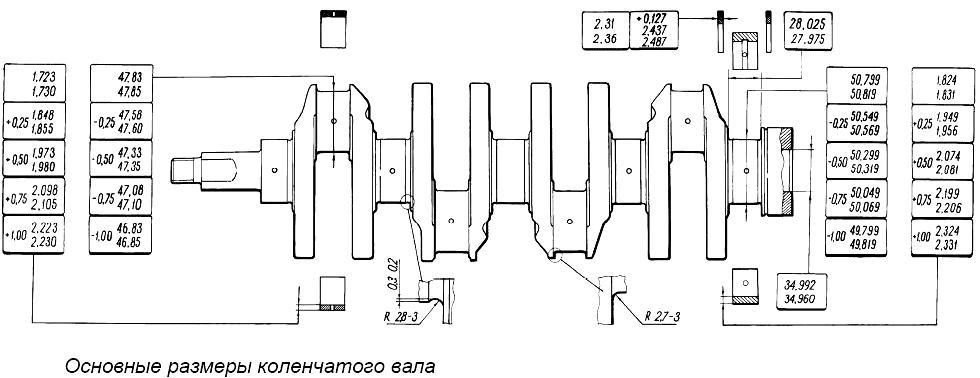
Иінді біліктің негізгі өлшемдері 1-суретте берілген.
Иінді білік - шойын, шойын, бес подшипник.
Диаметрін 0,25 қысқартумен жөндеу кезінде иінді біліктің журналдарын қайта тегістеуге болады; 0,5; 0,75; және 1 мм.
Иінді біліктің осьтік қозғалысы екі жартылай сақинамен шектелген.
Олар ортаңғы негізгі подшипниктің екі жағындағы цилиндрлер блогының орындықтарына кіргізілген, артқы жағында керамикалық-металл жартылай сақина (сары) және алдыңғы жағында болат-алюминий орнатылған.
Жартылай сақиналар екі өлшемде жасалған - қалыпты және қалыңдығы 0,127 мм-ге ұлғайтылған.
Иінді біліктің мойынтіректері - жұқа қабырғалы, болат-алюминий.
Иінді біліктің мойынтіректерінің 1, 2, 4 және 5 жоғарғы мойынтіректерінің ішкі бетінде ойық бар, ал төменгі мойынтіректерде ойық жоқ.
3-ші аяқтың втулкалары (жоғарғы және төменгі) ойықсыз.
Шатундық мойынтіректерде (жоғарғы және төменгі) ойық жоқ.
Жөндеу төсемдері 0,25-ке қысқартылған иінді біліктердің астындағы қалыңдықты жоғарылатады; 0,5; 0,75 және 1 мм.
Маховик стартермен қозғалтқышты іске қосуға арналған престелген болат беріліс жиегі бар шойын, құйылған.
Маховик иінді білікке басылған беріліс қорабының кіріс білігінің алдыңғы мойынтіректерінің ортасында орналасқан.
Маховиктің артқы бетінде, беріліс жиегінің жанында конустық тесік түріндегі бекіту белгісі бар.
Ол төртінші цилиндрдің иіндісіне қарсы тұруы керек.
Техникалық жағдайды тексеру және жөндеу
Иінді білікті
Иінді білікті тексеріңіз. Иінді біліктің кез келген жерінде жарықшақтардың болуына жол берілмейді.
Тығыздағыштардың жұмыс шеттерімен түйісетін беттерде сызаттар, сызаттар мен белгілерге жол берілмейді.
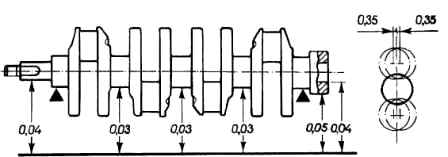
Екі призмаға шеткі негізгі журналдары бар иінді білікті орнатыңыз (2-сурет) және индикатормен ағуды тексеріңіз:
- - негізгі журналдар (0,03 мм артық емес);
- - беріліс қорабының жетек білігінің жұлдызшасы мен мойынтіректеріне арналған отыратын беттер (0,04 мм артық емес);
- - сальникпен түйісетін беттер (0,05 мм артық емес).
Негізгі және шатун журналдарының диаметрлерін өлшеңіз. Мойындардың тозуы 0,03 мм-ден астам немесе мойынның сопақтығы 0,03 мм-ден асса, сондай-ақ мойындарда сызаттар мен іздер болса, оларды тегістеу керек.
Мойындарды диаметрін ең жақын жөндеу өлшеміне дейін кішірейтіңіз (1-суретті қараңыз).
Тегістеу кезінде иінді біліктің қалыпты өлшемдері үшін 1-суретте көрсетілгендерге ұқсас журналдың филесі өлшемдерін сақтаңыз.
Тегістеуден кейінгі негізгі және шатундардың сопақтығы мен конусы 0,005 мм-ден аспауы керек.
Тегістеуден кейін шатунның және негізгі журналдардың осьтері арқылы өтетін жазықтықтан шатундардың осьтерінің ығысуы 0,35 мм шегінде болуы керек (2-суретті қараңыз).
Тексеру үшін шеткі негізгі тіректері бар білікті призмаларға орнатыңыз және білікті бірінші цилиндрдің шатун журналының осі негізгі журналдардың осьтері арқылы өтетін көлденең жазықтықта болатындай етіп орнатыңыз.
Одан кейін 2-ші, 3-ші және 4-ші цилиндрлердің иінді түйреуіштерінің 1-ші цилиндрдің иінді түйреуіштеріне қатысты тік жылжуын тексеру үшін индикаторды пайдаланыңыз.
Мойындарды ұнтақтағаннан кейін оларды алмаз пастасымен немесе GOI пастасымен жылтыратыңыз.
Тегістеу және кейіннен мойындарды өңдеуден кейін май арналарының тығындарын алып тастаңыз, содан кейін тығындардың розеткаларын A.94016/10 кескішпен өңдеңіз, шпиндельді A.94016 киіңіз.
Абразивті қалдықтарды кетіру және сығылған ауамен үрлеу үшін иінді білікті және оның өту жолдарын мұқият шайыңыз.
Drift A.86010 көмегімен жаңа штепсельдерді басып, ортаңғы тетікпен әрқайсысын үш нүктеден көрсетіңіз.
Иінді біліктің бірінші бетінде негізгі және шатун журналдарындағы қысқарту мөлшерін белгілеңіз (мысалы, K 0,25; W 0,50).
Кірістірулер
Енгізулерде ешқандай түзетулер енгізу мүмкін емес.
Үзілген, сызылған немесе қабығы кеткен кезде, лайнерлерді жаңасымен ауыстырыңыз.
Жапсырмалар мен иінді білік журналдары арасындағы саңылау есептеу арқылы тексеріледі (детальдарды өлшеу арқылы).
Ашықтықты тексеру үшін калибрленген пластик сымды пайдалану ыңғайлы. Осы орайда Бұл жағдайда тексеру әдісі келесідей:
- - лайнерлердің жұмыс беттерін және сәйкес мойынды мұқият тазалап, оның бетіне пластик сымның бір бөлігін салыңыз;
- - мойынға қалпақшасы немесе негізгі мойынтірек қақпағы бар шатун орнатыңыз (тексерілетін мойын түріне байланысты) және гайкаларды немесе бекіткіш болттарды қатайтыңыз.
Шатун болттарының гайкаларын 51 Нм (5,2 кгсм) айналу моментіне дейін, ал негізгі мойынтірек қақпақтарының болттарын 80,4 Нм (8,2 кгсм) бұрау моментіне дейін қатайтыңыз;
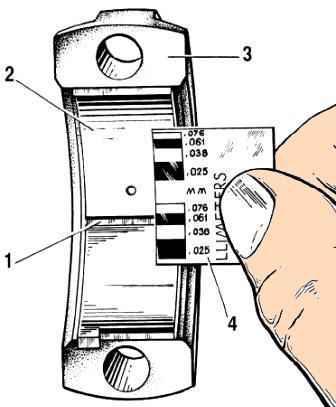
- - қақпақты алыңыз және қаптамада басып шығарылған масштабты пайдаланып, сымның тегістелуі арқылы саңылау өлшемін анықтаңыз (3-сурет).
Номиналды жобалық саңылау шатун журналдары үшін 0,02-0,07 мм және негізгі журналдар үшін 0,026-0,073 мм.
Егер саңылау шектен аз болса (шатун үшін 0,1 мм және негізгі журналдар үшін 0,15 мм), онда бұл төсемдерді қайта пайдалануға болады.
Егер саңылау шектен үлкен болса, осы мойындардағы астарларды жаңасымен ауыстырыңыз.
Егер иінді білік журналдары тозған болса және жөндеу өлшеміне дейін тегістелсе, төсемдерді жөндеуге ауыстырыңыз (қалыңдығы артады).
Жартылай сақиналарды тарту
Енгізулердегі сияқты, жарты сақиналарда ешқандай фитинг операцияларын орындау мүмкін емес.
Үзілу, қатер немесе қабаттану жағдайында жартылай сақиналарды жаңасымен ауыстырыңыз.
Жартылай сақиналар иінді біліктің осьтік саңылауы рұқсат етілген максималды мәннен - 0,35 мм-ден асатын болса да ауыстырылады.
Жаңа жартылай сақиналар үшін 0,06-0,26 мм диапазонында осьтік саңылау алу үшін номиналды қалыңдықты таңдаңыз немесе 0,127 мм-ге арттырыңыз.
Иінді біліктің осьтік саңылауы "Қозғалтқыш жинағы мақаласында сипатталғандай индикатор арқылы тексеріледі"
Иінді біліктің осьтік саңылауын көлікте орнатылған қозғалтқышта да тексеруге болады.
Бұл жағдайда иінді біліктің осьтік қозғалысы ілінісу педальын басу және босату арқылы жасалады, ал саңылау иінді біліктің алдыңғы ұшының қозғалысымен анықталады.
Маховик
Тісті жиектің күйін тексеріңіз және тістер зақымдалған болса, маховикті ауыстырыңыз.
Егер маховиктің 3-ші бетінде реңк болса (3-сурет), маховиктің жиектерінің тығыздығын тексеріңіз.
Жөңе 590 Нм (60 кгсм) айналу моментімен айналмауы керек.
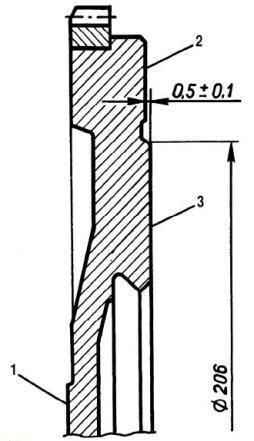
Маховиктің иінді біліктің фланеціне іргелес 1-бетінде және ілінісу дискісінің астындағы 3-бетінде сызаттар мен сызаттарға жол берілмейді.
3-ші беттегі сызаттар мен сызаттарды ойықпен алып тастаңыз, қалыңдығы 1 мм-ден аспайтын металл қабатын алыңыз.
Сонымен қатар, өлшемін (0,5 ± 0,1) мм сақтай отырып, 2 бетін де тегістеңіз.
Бұрылу кезінде 1-бетке қатысты 2 және 3 беттердің параллельділігін қамтамасыз ету қажет. Параллельдік емес төзімділік 0,1 мм.
1. Маховикті арбаға орнатыңыз, оны 1-бетке қарсы бекіту тесігінің ортасына келтіріңіз және 2 және 3 жазықтықтардың ағуын тексеріңіз.
Төтенше нүктелерде индикатор 0,1 мм-ден асатын соққыларды көрсетпеуі керек.

")
")
")
")