
Блок басын бөлшектегеннен кейін барлық бөлшектерді бензинмен шайыңыз, сүртіңіз және құрғатыңыз.
Жану камераларын күйеден тазалаңыз.
Блок басын тексеріңіз. Егер клапан орындықтары арасында немесе жану камераларының қабырғаларында секіргіштерде жарықтар, жану іздері болса, блок басын ауыстырыңыз.
Блокқа іргелес бастың бетінің тегістігі бұзылғанын металл сызғышпен және өлшеуіштермен тексеріңіз.
Ол үшін шеті бар сызғышты бастың бетіне, ортасына бойымен, сосын көлденеңінен қойып, бастың жазықтығы мен сызғыштың арасындағы саңылауларды сезгіштермен өлшеңіз.
Егер бос орын 0,1 мм-ден асса, басты ауыстырыңыз.
Клапандарды тексеріңіз. Клапанның жұмыс фасасында жарықтар, клапан басының қисаюы, күйіп қалу, клапан өзегінің деформациясы анықталса, клапанды ауыстырыңыз.
Клапанның бетіндегі кішкене сызаттар мен сызаттарды сырғыту арқылы кетіруге болады.
Клапандарды тегістеу процедурасын «Цилиндр қақпағын бөлшектеу және құрастыру» мақаласынан қараңыз.
Клапан серіппелерінің күйін тексеріңіз. Майысқан, сынған немесе жарылған серіппелерді ауыстырыңыз.
Клапан орындықтарының күйін тексеріңіз. Орындық жиектерінде тозу, шұңқырлар, коррозия және т.б. болмауы керек.
Кішігірім зақымдарды (аздаған сызаттар, сызаттар және т.б.) клапандарды сығу арқылы жоюға болады. Неғұрлым маңызды ақаулар ұнтақтау арқылы жойылады.
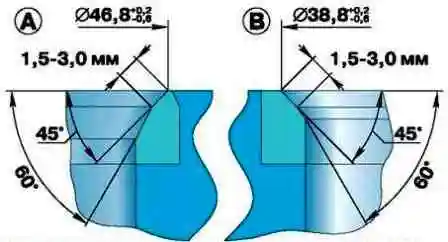
Тегістеу кезінде суретте көрсетілген ершік өлшемдерін сақтаңыз.
Тегістеуден кейін клапан бағыттағышындағы тесікке қарсы орындық факасының ағуын тексеріңіз, максималды рұқсат етілген ағып кету - 0,05 мм.
Орындарды тегістегеннен кейін клапандарды тегістеңіз.
Одан кейін клапандармен жабылған арналарда және жану камераларында абразивті бөлшектер қалмауы үшін блоктың басын мұқият тазалап, сығылған ауамен үрлеңіз.
Бағыттауыш втулкалар мен клапандар арасындағы бос орынды тексеріңіз.
Тазалық гильзадағы тесік диаметрі мен клапан өзегінің диаметрі арасындағы айырмашылық ретінде есептеледі.
Рұқсат етілген ең үлкен аралық - 0,25 мм.
Егер саңылау көрсетілген мәннен асып кетсе, клапан мен бағыттаушы гильзаны ауыстыру керек.
Ескі втулка жану камерасының бүйірінен оправкамен басылады.
Орнату алдында жаңа төлкелерді көмірқышқыл газында («құрғақ мұз») салқындату керек, ал блок басын 160-175 ° C дейін қыздыру керек.
Содан кейін гильзаны блок басына клапан серіппелерінің бүйірінен блок басынан 20 мм шығып тұратындай етіп салыңыз.
Жеңді басына еркін немесе аз күш жұмсау арқылы енгізу керек. Орнатқаннан кейін жеңдегі тесікті диаметрі 9,0+0,022 мм етіп өңдеңіз.
Содан кейін құралды жеңдегі саңылаудың үстінен ортаға келтіріп, клапанның орнын қайрыңыз.
Блок басында жарықтар бар-жоғын төмендегідей тексеруге болады. Сығылған ауа түтігін салқындатқыш күртешедегі тесіктердің біріне жалғаңыз.
Блок басындағы барлық тесіктерді ағаш тығындармен жабыңыз. Басты суы бар ваннаға батырыңыз және 1,5 атм қысыммен сығылған ауаны қолданыңыз.
Жарықтар пайда болған жерлерде ауа көпіршіктері шығады.
Сыммен тазалап, сығылған ауамен рокер ілмектерінің осіндегі, ілмектердегі және реттеу бұрандаларындағы тесіктерді үрлеңіз.
Рукер иықтарындағы төлкелердің тығыздығын тексеріңіз.
Егер втулка тығыз болмаса, оны ауыстыру керек, себебі қозғалтқыш жұмыс істеп тұрған кезде ол бұрылып, итергіш штангаға май құюға арналған тесікті бітеп тастауы мүмкін.
Цилиндр басының өлшемдері мен фитингтері кестелерде көрсетілген.
Цилиндр басының номиналды өлшемдері

Цилиндр басының түйісетін бөліктерін орнату


")
")
")
")
")
")
")
")