
Поршеньдік топта жеткіліксіз қысу немесе басқа ақаулар болған жағдайда, сақиналарды немесе шатундарды қозғалтқышты күрделі жөндеусіз ауыстыруға болады.
Тапсырманы орындау үшін қозғалтқышты көліктен шығару керек
Қозғалтқышты беріліс қорабымен бірге алып тастау жақсы, бұл әлдеқайда жеңіл болады
Қозғалтқышты алып тастағаннан кейін, мақалада сипатталған цилиндр басын алыңыз - Hyundai Solaris қозғалтқышының бас тығыздағышын қалай ауыстыруға болады
Біз май табағын алып тастаймыз, мақалада - Hyundai Solaris қозғалтқышының май табағын алу
Біз мақалада сипатталған май жинағышты алып тастаймыз - Hyundai Solaris қозғалтқышының май жинағышын алу және орнату
Шығарылатын поршень төменгі өлі нүктеде болатындай иінді білікті бұраңыз.

Шатунның қақпақшасының екі бұрандасын босатыңыз.

Иінді қақпақты алу
Қақпақты алу қиын болса, оны балғаның жұмсақ соққыларымен жылжыту керек.
Қақпақшалар шатунмен бірге толық өңделеді, сондықтан олар бір-бірімен алмастырылмайды.
Цилиндр нөмірі қақпақтың бүйір жағында мөрмен басылады.

Шатастыруға жол бермеу үшін шатун мен қақпақты цилиндр нөмірімен белгілеу қажет.

Біз шыбықтан және оның қақпағынан бос жапырақтарды шығарамыз.
Егер төсемдер иінді біліктің үстінде қалса, оларды біліктен алыңыз.
Егер төсеніштерді ауыстыруға болмайтын болса, оларды алып тастау кезінде жұмыс істемейтін бетке белгі қою керек.

Сақиналарды ауыстыру қажет болса, сақиналарды арнайы тартқышпен алып тастаңыз. Егер ол жоқ болса, сақиналарды поршеньден алып тастаңыз, олардың құлыптарын мұқият жайыңыз.
Шатунның үстіңгі басынан поршеньді штифті басып, поршеньді шатуннан шығарамыз.
Бөлшектер зақымданбаған болса және оларды әлі де пайдалануға болатын болса, біз бөлшектерді белгілейміз.
ShPG бөлшектерін тексеру және ақауларды жою
Бөлшектеп болғаннан кейін шатун мен поршеньдік топтың және цилиндр блогының барлық бөліктерін тазалап, жуамыз.
Поршеньдердегі май ағызатын тесіктерді және шатундардағы май арнасын сыммен тазалаймыз

Біз май қырғыштың, қысқыш сақиналардың және поршеньдегі ойықтар арасындағы саңылауларды тексереміз
Сығымдау сақиналары үшін номиналды саңылау 0,03-0,07 мм, максималды рұқсат етілген 0,1 мм.
Мұнай қырғыштың сақинасының номиналды саңылауы 0,06-0,15 мм
Біз сақиналардың құлыптарындағы саңылауларды сақинаны ол жұмыс істейтін цилиндрге салу арқылы өлшейміз

Поршеньді цилиндрге бұрмаламай біркелкі, бұрмаланбай қою үшін поршеньді цилиндрге енгіземіз және поршеньді алып тастаймыз.

Біз сақиналы құлыптағы саңылауды сезгіш өлшегішпен өлшейміз
Құлыптағы номиналды / максималды рұқсат етілген саңылау мм:
- 0,14-0,28 / 0,8 - жоғарғы қысу сақинасы;
- 0,30-0,45 / 0,8 - төменгі қысу сақинасы;
- 0,20-0,70 / 1,0 - май қырғыштың сақинасы
Егер бірінші қысу сақинасының саңылауы 0,3 мм-ден аз болса, екіншісі үшін - 0,50-ден аз, ал май қырғыш сақинасы үшін 0,8 мм-ден аз болса, сақинаның ұштарын сақинамен мұқият тегістеу керек. ине файлы.
Ішкі өлшегіштің көмегімен цилиндрдің диаметрін екі өзара перпендикуляр жазықтықта және цилиндр блогының жоғарғы түйісетін бетінен, цилиндрдің ортаңғы және төменгі бөліктерінен 12 мм қашықтықта үш белдікте өлшейміз.
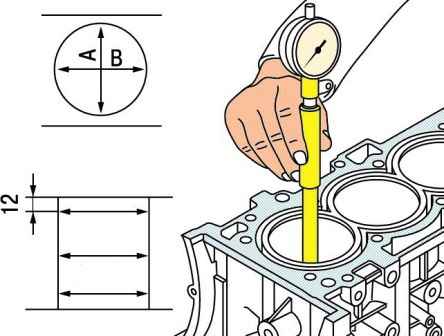
Сопақтығы 0,15 мм-ден аспауы керек, ал конусы 0,1 мм-ден аспауы керек.
Тозудың максималды мәні 0,15 мм-ден асса немесе сопақтығы мен конусы көрсетілген мәндерден асып кетсе, цилиндр блогы ауыстырылады.
Цилиндрлер блогының бетінің жазықтығын тексеру

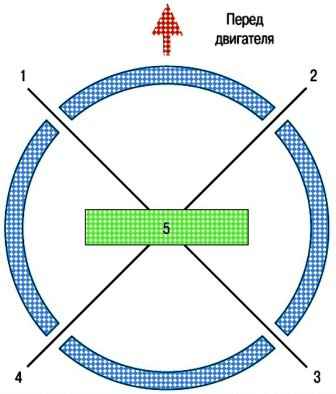
Біз сызғышты шетімен блоктың ортасында және бойлық және көлденең бағыттардағы бетіне жағамыз.

Біз сызғышты жазықтықтың диагональдары бойынша қолданамыз
Әрбір позицияда біз зондпен сызғыш пен беттің арасындағы алшақтықты өлшейміз.
Егер ауытқу 0,05 мм-ден көп болса, блокты ауыстырыңыз.
Шатунның және поршеньдік топтың бөлшектерін ауыстыру кезінде цилиндрлер үшін поршеньдерді класы бойынша және салмағы бойынша бір топпен, сондай-ақ поршеньдік түйреуіштерді салмағы бойынша класы және шатундар үшін таңдау қажет.

Поршеньдік класс оның жоғарғы бөлігінде, ал цилиндрлер класы цилиндрлер блогының оң жақ қабырғасында 2-ші және 3-ші цилиндрлер арасында белгіленген.
Поршеньдік түйреуіш бас бармақтың күшімен поршеньге оңай кіруі керек
Саусақты поршеньге салыңыз.
Саусақты шайқаған кезде ойнау сезілсе, поршеньді ауыстырыңыз.
Поршеньді ауыстырған кезде сыныпқа сәйкес саусақты таңдаңыз.
Біз табылған шатундарды ауыстырамыз:
- шатунның деформациясы;
- шатунның жоғарғы басының төлкесіндегі сызаттар мен терең сызаттар;
- шатунның төменгі басына бұрылған шатундық мойынтіректер

Біз кірістірулерді қараймыз.
Егер олардың жұмыс бетінде қауіптер, үйкеліске қарсы қабаттың сызылуы және деламинациясы табылса, төсеніштерді жаңасымен ауыстырыңыз.
Қақпағы бар шатунның төменгі басындағы D ішкі диаметрін суппортпен үш бағытта өлшеңіз:
- шатун бойымен;
– алдыңғы бағытқа сағат тілімен және сағат тіліне қарсы 45° бұрышпен.
Үлкен өлшенген мәннен кіші мәнді алып тастау арқылы шатунның астыңғы басының эллипстігін анықтаңыз.
Эллипс 0,05 мм-ден үлкен болса, шатунды қақпақпен ауыстырыңыз.
Шатундық мойынтіректердің қалыңдығын Т калибрмен өлшеңіз.
Микрометрдің көмегімен иінді біліктің шатунның штангасының Dn диаметрін өлшеңіз.
Иінді біліктің шатундық журналдары номиналды диаметрі бойынша үш класқа бөлінеді:
- 1 класс (Dн = 47,960–47,954 мм);
- 2 класс (Dн = 47,954–47,948 мм);
- 3 класс (Dн = 47,948–47,942 мм).
Шатундық подшипниктер мен журнал арасындағы z аралығын есептеңіз z \u003d Dв - 2T - Dn формуласы бойынша иінді біліктің милі.
Номиналды жобалық аралық 0,018–0,045 мм.
Максималды рұқсат етілген саңылау - 0,1 мм.
Егер нақты дизайн алшақтығы рұқсат етілген максималдыдан аз болса, орнатылған төсемдерді қайта пайдалануға болады.
Егер саңылау максималды рұқсат етілгеннен жоғары болса, онда бұл мойындардағы төсеніштерді қолайлы класстың номиналды қалыңдығының жаңаларымен ауыстыру қажет.

Жолақтар мен иінді білік журналдары арасындағы саңылауларды өлшеу үшін калибрлеу сымын пайдалануға болады

Саңылауды өлшеу үшін ұзындығы лайнердің енінен 2 мм қысқа болатын калибрлеу сымының бір бөлігін кесіңіз.

Өлшем білігінің мойын бөлігінде осьтік бағытта орналасқан

Орнатылған кірістірумен қақпақпен жабамыз.
Қақпақ орнатылған кезде өлшеуіштің қозғалмауы үшін біз оны маймен жабыстырамыз

Алдымен қақпақ гайкаларын 17,7-21,6 Нм айналу моментіне дейін қатайтыңыз, содан кейін болттарды 88-92 ° бұраңыз.

Берілген өлшеу үлгісін пайдаланып, тегістелген калибрлі сымның ойысының енін өлшеңіз.

Із «А» білік журналында немесе В төлкесінде қалуы мүмкін.
Үлгіде басып шығарылған түрлендіру кестесіне сәйкес біз қосылымдағы бос орынды анықтаймыз
1 және 3 класты шатундық мойынтіректердің соңғы беті түсі бойынша ерекшеленетін таңбамен белгіленеді: 1 сыныпты подшипниктер қара бояумен, 3 класс - жасыл түспен белгіленген.
2-сыныпты кірістірулер белгіленбеген.

Біз шатунды поршеньге кіргіземіз, поршеньдік штифті қозғалтқыш майымен майлап, шатунға қысамыз.
Поршеньді штангамен шатунның үстіңгі басына қарай түйреуішті басу бағытында басу керек, бұл оның дұрыс орын алуына мүмкіндік береді.
Басу бағыты поршеньдің жоғарғы жағында белгіленген көрсеткі бағытына сәйкес келуі керек.
Поршеньдік сақиналарды поршеньге орнату
Сығымдау сақиналары белгілерді жоғары қаратып орнатылады.
Сақиналарды суретте көрсетілгендей бағыттаңыз.

Біз лайнерді шатунға орнатамыз, лайнердің орнату антенналарын шатундағы ойықпен туралаймыз

Біз сақиналарды қысу үшін поршеньге оправка орнатамыз және бұранданы бұрап, сақиналарды қысамыз
Біз иінді білікті айналдырамыз, оның біз BHPG орнататын шатун мойыны TDC-де орнатылады.
Цилиндрдің поршенін шатундағы цилиндр нөмірі таңбасына сәйкес орнатамыз.

Біз балғаның тұтқасын басып, оны оправкадан цилиндрге төменгі шатун басы иінді білік иіндісіне орнатылғанша ауыстырамыз.
Поршеньдерді цилиндрлерге орнатқан кезде поршеньдердегі көрсеткілер қозғалтқыштың алдыңғы жағына бағытталуы керек.
Поршеньді орнату кезінде құралды цилиндрлер блогына мықтап басу керек, әйтпесе поршеньдік сақиналар сынуы мүмкін.
Шатунның төменгі басы иінді біліктің шатун журналына зақым келтірмейтіндей етіп цилиндрге поршеньді мұқият орнату қажет.
Кірістіру тілшесін қақпақтағы ойықпен туралау арқылы шатунның мойынтіректерін шатунның қақпақтарына орнатыңыз.
Шатунның қақпақтарындағы және иінді білік журналдарындағы мойынтіректерді қозғалтқыш майымен майлаңыз.
Шатунды иінді білік журналына жалғау арқылы шатунның қақпағын орнатыңыз.
Шатунның қақпақтарының болттарын орнатыңыз.
Біз болттарды келесі ретпен қатайтамыз: алдымен 17,7-21,6 Нм моментпен, содан кейін болттарды 88-92 ° бұраңыз.
Шатунның бүйірлік саңылауды тексереміз, ол 0,10-0,25 мм диапазонында болуы керек.
Максималды рұқсат етілген саңылау - 0,35 мм.
Артық саңылау иінді біліктің иінді торларының шамадан тыс тозуын көрсетеді. Бұл жағдайда иінді білікті ауыстырыңыз.

")
")
")
")
")
")
")
")