
Егер клапан орындыққа мықтап орналаспаса, клапан мен орындықтың кейбір жерлерінде бос орындар пайда болады.
Бұл жағдайда қысыммен және жоғары жылдамдықтағы газдар пайда болған саңылауларға өтеді, сондықтан бұл жерде фаскалар қатты коррозияға ұшырайды және клапан орындыққа нашаррақ түседі
Жану өнімдері клапан фаскасының бетінде жиналады, нәтижесінде қосылымның тығыздығы бұзылады.
Мұнай шығыны артқан жағдайда және цилиндр қақпақтарын келесі жөндеу кезінде май дефлекторының қақпақтарын ауыстырамыз.
Клапандарды алу және тегістеу
"740 Камаз дизельді қозғалтқышының цилиндр басы тығыздағыштарын ауыстыру" мақаласында сипатталғандай цилиндр басын алыңыз.
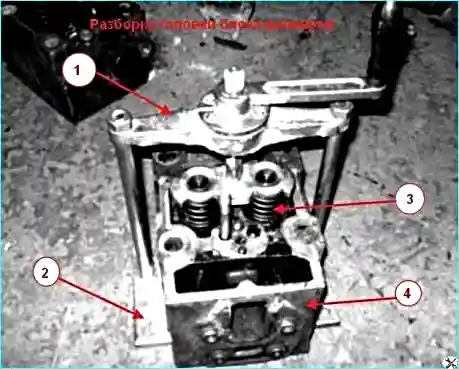
Біз цилиндр басын жұмыс үстеліне немесе бар болса, I801.06.000 тартқышының негізіне орнатамыз.
Суреттегідей тартқыш болмаса (1-сурет), VAZ автомобильдеріне арналған тартқышты пайдалануға болады (Cурет 2)
Серіппелерді қыспас бұрын, құлыптау крекерлерінің шығуын жеңілдету үшін серіппелі тақталарды балғамен түртіңіз.
Крекерлер втулка конусынан толығымен алынғанша клапан серіппелерін қысыңыз және крекерді алыңыз
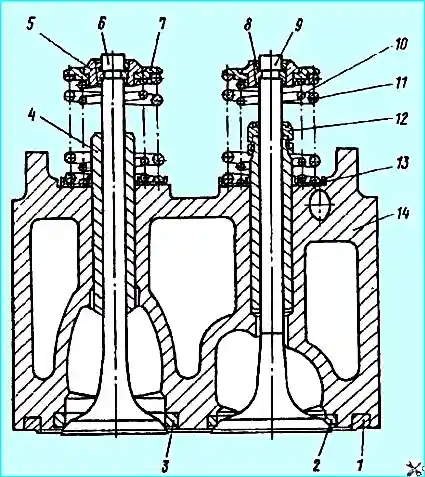
Втулканы 5 (Cурет 3), пластина 7, серіппелер 10 және 11, шайбаны 13 және клапандарды шығарыңыз.

Қысқыштарды (4-сурет) пайдаланып, май тығыздағыштарын алыңыз.
Біз клапандар мен клапан орындықтарын көміртегі шөгінділерінен тазалаймыз, ал қалған бөліктерін дизель отынында тазалаймыз.
Жұмыс фаскаларының көлбеу бұрыштары седладағы = 44˚45′ шегінде болуы керек; клапанда 45˚30′. Бұл бұрыштар цилиндр басы мен клапанды тегістеу алдында қалпына келтіру кезінде орнатылады.

Клапанның өзегіне алдын ала таңдалған серіппені қоямыз (5-сурет) және клапанның жану камерасының жағынан бағыттаушы гильзаға кіргіземіз, клапанның өзегін графит майының қабатымен майлаймыз.
Графит майы сырғыту пастасындағы абразивтің бағыттаушы втулка тесіктеріне түсуіне жол бермейді және сығу кезінде клапанның айналуын жеңілдетеді.
Клапанның өзегіне клапанның тегістеу құралын қоямыз (немесе аздап керілген кезде клапанды реверсивті бұрғыға қосу үшін резеңке түтік).
Клапанның фаскасының жұмыс бетіне біркелкі жұқа қабатын жағыңыз.
Бұрғылауды минималды жылдамдықпен (кері режимде) қосқаннан кейін немесе құрылғыны екі бағытта кезек-кезек жарты айналымға айналдыра отырып (қолмен сығу кезінде) біз клапанды мезгіл-мезгіл отырғышқа басып, содан кейін басу күшін әлсіретеміз.
Клапан мен орындық факаларында ені кемінде 1,5 мм біркелкі күңгірт белбеу пайда болғанша тегістеуді жалғастырыңыз.
Клапан орындықтары мен клапандарды дизельдік отынмен жуып, сығылған ауамен үрлеп, сығу сапасын тексереміз
Тегістеу сапасын тексеру үшін жұмсақ қарындашпен клапанның фасасына бірдей қашықтықта алты-сегіз сызық сызыңыз, клапанды орынға енгізіңіз және қатты басып, оны төрттен бір айналымға бұраңыз. Егер барлық сызықтар өшірілсе, онда клапан жақсы жерге тұйықталған
Цилиндр қақпағын құрастыру
Біз клапандарды қозғалтқыш майымен майлай отырып, бағыттаушы втулкаларға саламыз. Шайбаларды 13 орнатыңыз (Cурет 3).

Құрылғыны пайдаланып (Cурет 6) май қырғыштың қақпақтарын басыңыз.
Біз серіппелерді, серіппелі пластиналарды орнатамыз және серіппелерді қысып, бекіткіш крекерлерді саламыз.
Крекерлерді орнатып, клапан серіппелі компрессорын алып тастағаннан кейін, клапан өзегінің ұшына балғамен бірнеше жеңіл соққылар жасаңыз, бұл крекерлер сабақтың ойығына бекітілгеніне көз жеткізіңіз.
Егер қысылған клапан крекерлері бекітілмеген болса, қозғалтқыш іске қосылған кезде "жарылмаған" клапан цилиндрге түсіп, қозғалтқыштың елеулі ақаулығына әкеледі.
Біз клапандардың тығыздығын тексереміз. Біз басын жану камераларын жоғары қаратып орналастырамыз және жану камерасына шетіне дейін аздап керосин құйамыз
Егер керосин бас арнаға 3 минут ішінде ағып кетпесе, клапан тығыздалған.
Егер керосин ағып кетсе, клапанның ұшын резеңке балғамен жеңіл түртіңіз. Егер ағып кету жойылмаса, клапандарды қайтадан ұнтақтаймыз.

")
")
")
")
")
")
")
")