
Якщо клапан не щільно сідає на сідло, то на деяких ділянках клапана та сідла утворюються зазори.
При цьому гази під тиском і з великою швидкістю проходять у щілини, тому в цьому місці фаски піддаються сильною корозією і погіршується прилягання клапана до сідла
На поверхні фаски клапана накопичуються продукти згоряння, внаслідок цього порушується герметичність з'єднання.
Масловідбивні ковпачки замінюємо при збільшеному витраті масла і при черговому ремонті головок блоку циліндрів.
Зняття та притирання клапанів
Знімаємо головку циліндра, як описано у статті – «Заміна прокладок головок циліндрів дизеля 740 Камаз».
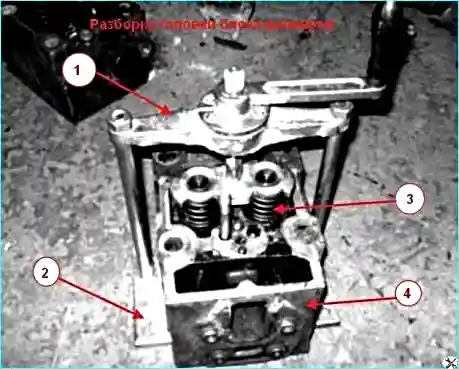
Встановлюємо головку циліндра на верстат або на основу знімника І801.06.000, за наявності.
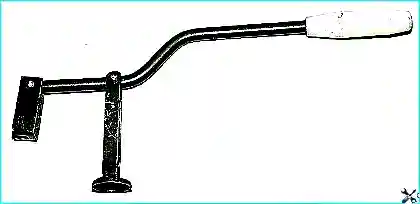
Якщо немає такого знімача, як на картинці (рис. 1), то можна скористатися знімачом для автомобілів ВАЗ (рис. 2)
Перед стиском пружин обстукуємо молоточком по тарілках пружин, щоб легше вийшли стопорні сухарі
Стискаємо пружини клапана до повного виходу сухарів з конуса втулки та знімаємо сухарі
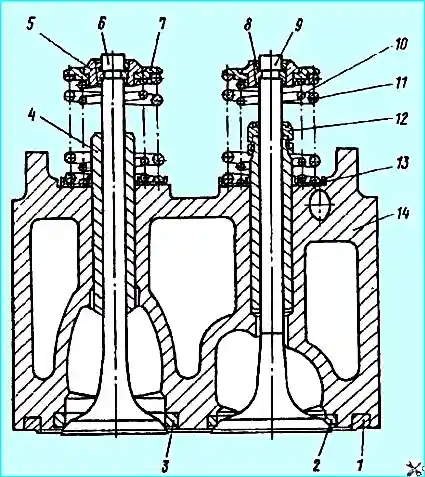
Знімаємо втулку 5 (рис. 3), тарілку 7, пружини 10 та 11, шайбу 13, та виймаємо клапани.

За допомогою щипців (мал. 4) витягуємо маслознімні ковпачки.
Очищаємо від нагару клапана та сідла клапанів та очищаємо інші деталі в дизельному паливі.
Кути нахилу робочих фасок повинні бути в межах у сідла = 44˚45′; у клапана 45˚30′. Ці кути встановлюються під час реставрації головки циліндра та клапана до притирання.

Надягаємо на стрижень клапана попередньо підібрану пружину (рис. 5) і вставляємо клапан у спрямовуючу втулку з боку камери згоряння, змастивши стрижень клапана шаром графітного мастила.
Графітне мастило захищає напрямну втулку від попадання в її отвори абразиву з притиральної пасти і полегшує обертання клапана під час притирання.
Вдягаємо на стрижень клапана пристрій для притирання клапанів (або з деяким натягом гумову трубку для з'єднання клапана з реверсивним дрилем).
На робочу поверхню фаски клапана наносимо рівномірний тонкий шар притиральної пасти.
Увімкнувши дриль на мінімальну частоту обертання (в реверсивному режимі) або обертаючи пристосування (у разі ручного притирання) поперемінно в обидві сторони на півоберта, притираємо клапан, періодично то, притискаючи його до сідла, то послаблюючи зусилля притискання.
Притирання продовжуємо до появи на фасках клапанів і сідел рівномірного матового пояска шириною не менше 1,5 мм.
Промиваємо сідла клапанів та клапани в дизельному паливі, обдуємо стисненим повітрям та перевіряємо якість притирання
Для перевірки якості притирання наносимо м'яким олівцем упоперек фаски клапана на рівній відстані шість - вісім рисочок, вставляємо клапан у сідло і, сильно натиснувши, провертаємо на чверть оберту. Якщо всі лінії стерлися, то клапан добре притертий
Складання головки циліндра
Вставляємо клапани у напрямні втулки, змастивши їх моторним маслом. Встановлюємо шайби 13 (рис. 3).

За допомогою пристосування (рис. 6) запресовуємо маслознімні ковпачки.
Встановлюємо пружини, тарілки пружин і, стиснувши пружини, вставляємо стопорні сухарі.
Після встановлення сухарів та зняття пристосування для стиснення клапанних пружин нанесіть кілька несильних ударів молотком по торцю стрижня клапана, щоб сухарі гарантовано зафіксувалися у проточці стрижня.
Якщо встановлені з перекосом сухарі залишаться незафіксованими, при пуску двигуна «розсухарений» клапан провалиться в циліндр, що призведе до серйозної аварії двигуна.
Перевіряємо герметичність клапанів. Укладаємо головку камерами згоряння вгору, і заливаємо трохи гасу по буртик в камеру згоряння
Якщо протягом 3 хв гас не просочиться в канал головки, то клапан герметичний.
При підтіканні гасу виробляємо легке постукування гумовим молотком по торцю клапана. Якщо підтікання не усунеться, клапани притираємо повторно.

")
")
")
")
")
")
")
")