
Бұл мақалада біз цилиндрлер блогын, иінді білікті және поршенді қозғалтқышты құрастыруға дайындауды қарастырамыз
Мыналарға жол берілмейді: жарықтар, сынықтар, ойықтар, ойықтар, қиыршық жиектер, екі айналымнан артық жіптердің зақымдануы, жұлдызшалардың тістерінде тозу және жұмыс қатаю іздерінің болуы (көзбен қарау).
Техникалық жағдайы талаптарға сай келмейтін бөлшектер: қосалқы жетек белдігі, уақыт тізбегі, уақыт тізбегінің кергіші, уақыт тізбегінің кергіші, цилиндр басының тығыздағыштары, цилиндр басын бекітетін болттар, таратқыш білік фазасының реттегіші сүзгісі, иінді білік шығырының бекіткіш бұрандалары, қатпарлы бекіту бұрандалары ds, май сүзгісі, маховикті бекіту болттары, шатун қақпағын бекіту болттары, иінді біліктің негізгі мойынтіректерінің қақпағын бекіту болттары, иінді біліктің негізгі мойынтіректерінің қабықтары, шатун мойынтіректерінің қабықтары, май сорғысының жетек тізбегі, май сорғысының шынжыр кергіші міндетті түрде ауыстырылады.
Барлық тығыздағыш бөлшектер ауыстыруға жатады
Цилиндр блогын дайындау
Иінді біліктің негізгі журналдарының саңылауларының диаметрлерінің класстары 1-кестеде келтірілген
Негізгі журнал диаметрінің сыныптары цилиндрлер блогында көрсетілген, 1-сурет

Цилиндр блогын ауыстыруды қажет ететін цилиндрлердің максималды диаметрі "D" - 78,10 мм.

Цилиндр диаметрі 2-суретте көрсетілгендей бойлық және көлденең бағыттағы үш белдеуде өлшенеді.
Ең үлкен өлшем NI 50-100-1 саңылау өлшегішінің көмегімен тозған цилиндр арқылы анықталады
 |
|
Түзу мен сызғыш өлшеуіштер жинағын пайдалана отырып, цилиндр блогының басымен түйісетін бетінің тегіс еместігін өлшейміз
3-суретте көрсетілгендей өлшемдерді аламыз
Цилиндр блогының цилиндр басымен түйісетін бетінің ең жоғары рұқсат етілген тегіс еместігі 100 мм ұзындыққа 0,1 мм
Цилиндр блогының күшейткішін тексеру
4-суретте көрсетілгендей өлшемдерді аламыз

Цилиндр блогы жағындағы және май табағы жағындағы цилиндрлер блогының арматурасының түйісетін беттерінің максималды тегіс еместігі 100 мм ұзындыққа 0,1 мм құрайды.
Иінді білікті

Иінді біліктің шатунының және негізгі журналдарының өлшем топтарын белгілеу маховикті орнатуға арналған фланецке қолданылады, 5-сурет.
Өлшемдерді MK 75-1 типті микрометр арқылы аламыз
Иінді біліктің негізгі журналдарының саңылау диаметрлерінің кластары
Цилиндр блогындағы иінді біліктің негізгі мойынтіректерінің диаметрлерін көрсететін әріп - Цилиндрлер блогындағы иінді біліктің негізгі тіректерінің тесігінің диаметрі, мм:
- A - 51,997 - 51,998
- B - 51,998 - 51,999
- C - 51 999 - 52 000
- D - 52 000 - 52 001
- E - 52.001 - 52.002
- F - 52,002 - 52,003
- G - 52.003 - 52.004
- N - 52,004 - 52,005
- J - 52,005 - 52,006
- K - 52.006 - 52.007
- L - 52,007 - 52,008
- M - 52.008 - 52.009
- N - 52,009 - 52,010
- P - 52.010 - 52.011
- R - 52,011 - 52,012
- S - 52,012 - 52,013
- T - 52,013 - 52,014
- U - 52.014 - 52.015
- V - 52,015 - 52,016
- W - 52,016 - 52,017
Иінді білік шатундарының диаметрлерінің класстары 2-кестеде келтірілген:
Әріп, иінді біліктегі шатундардың диаметрінің класы - иінді біліктің шатундардың диаметрлері, мм:
- A - 39,970 - 39,971
- B - 39,969 - 39,970
- C - 39,968 - 39,969
- D - 39,967 - 39,968
- E - 39,966 - 39,967
- F - 39,965 - 39,966
- G - 39 964 - 39 965
- H - 39,963 - 39,964
- J - 39,962 - 39,963
- K - 39,961 - 39,962
- L - 39,960 - 39,961
- М - 39 959 - 39 960
- N - 39,958 - 39,959
- P - 39,957 - 39,958
- R - 39,956 - 39,957
- S - 39 955 - 39 956
- T - 39 954 - 39 955
- U - 39 953 - 39 954
Иінді біліктің негізгі журналдарының диаметрлерінің класстары 3-кестеде келтірілген
Әріп, иінді біліктегі негізгі ілмектердің диаметрінің класы - иінді біліктің шатундарының диаметрлері, мм:
- A - 47,978 - 47,979
- B - 47,977 - 47,978
- C - 47,976 - 47,977
- D - 47,975 - 47,976
- E - 47,974 - 47,975
- F - 47 973 - 47 974
- G - 47 972 - 47 973
- H - 47,971 - 47,972
- J - 47 970 - 47 971
- K - 47 969 - 47 970
- L - 47,968 - 47,969
- М - 47 967 - 47 968
- N - 47,966 - 47,967
- P - 47,965 - 47,966
- R - 47,964 - 47,965
- S - 47,963 - 47,964
- T - 47 962 - 47 963
- U - 47 961 - 47 962
- V - 47 960 - 47 961
- W - 47,959 - 47,960
Біз призма, ICh-10 индикаторы және ШМ-ПВ-8 штативі арқылы иінді біліктің негізгі түтіктерінің радиалды ағуын тексереміз
Радиалды ағын 0,01 мм-ден аспауы керек
Поршеньдерді дайындау және тексеру
Поршеньдерде қандай да бір сынықтар немесе жарықтар, күйіп қалу немесе бөлімдердің бұзылуына жол берілмейді
L=10 мм қашықтықта өлшенген поршеньдің сыртқы диаметрі D, 5-сурет, 77,948 – 77,958 мм болуы керек (МК 100-1 типті микрометр).

Поршеньдік істікке арналған саңылау диаметрі 19,008 – 19,014 мм болуы керек ( NI 18-50-1 типті саңылау калибрі).
Шатундарды тексеру
Шатунның үстіңгі басындағы поршеньдік штырьға арналған тесіктің диаметрі D, 6-сурет, 18,958 – 18,978 мм болуы керек ( NI 18-50-1 типті ұңғыма калибрі).
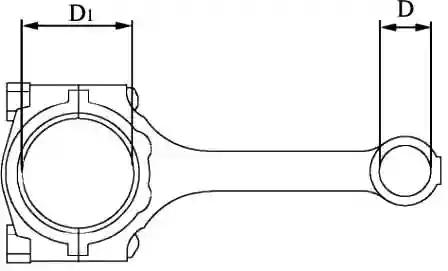
Төменгі бастағы D1 тесігінің диаметрі бойынша шатундар бірнеше сыныпқа бөлінеді.
Шатун класы мен цилиндр нөмірі қақпақ пен шатунның корпусында белгіленген.
Әріп, шатунның төменгі басындағы тесіктер класы - шатунның төменгі басындағы тесіктердің диаметрлері, мм:
- A - 43 000 - 43 001
- B - 43,001 - 43,002
- C - 43,002 - 43,003
- D - 43 003 - 43 004
- E - 43 004 - 43 005
- F - 43.005 - 43.00b
- G - 43 006 - 43 007
- N - 43,007- 43,008
- J - 43 008 - 43 009
- K - 43 009 - 43 010
- L - 43 010 - 43 011
- М - 43,011 - 43,012
- N - 43,012 - 43,013
Шатунның төменгі басындағы саңылаулардың диаметрлерінің класстары 4-кестеде келтірілген (НІ 18-50-1 типті ұңғы өлшеуіш)
Төменгі шатун басының қалыңдығын тексеру
Төменгі шатун басының қалыңдығы 18,748 – 18,800 мм (МК 25-1 типті микрометр) болуы керек.
Поршеньдік түйреуіштерді тексеру
Басудан кейін поршеньдік түйреуіштерде тозу немесе сызат іздеріне жол берілмейді (көзбен шолу).
Поршеньдік істіктің сыртқы диаметрін тексеріңіз.
Поршеньдік істіктің сыртқы диаметрі 18,996 – 18,998 мм аралығында болуы керек (МК 25-1 типті микрометр).
Поршеньдік істіктің ұзындығын тексеріңіз.
Поршеньдік штифтің ұзындығы 53,4 мм шегінде болуы керек (ШЦ-1-125-0,1 типті суппорт).
Цилиндр басын дайындауды алдыңғы мақалада талқыладық

")
")
")
")
")
")
")
")