
Wir prüfen den Zylinderblock bei einer Generalüberholung des Motors.
Der Block wird geprüft und gemessen, um eine Wiederverwendung zu gewährleisten.
Die Motorzylinder bestehen aus einer einzigen Einheit ohne Laufbuchsen.
Bei Beschädigung oder Verschleiß werden die Zylinder nicht repariert.
Bevor wir die Kolben mit Pleuelstangen ausbauen, messen wir den Überstand jedes Kolbens.

Durch Messen des Kolbenüberstands können Sie feststellen, ob die Oberseite des Zylinderblocks gegebenenfalls geschliffen werden muss.
Wir bauen den Motor aus, wie im Artikel Aus- und Einbau des Cummins ISF2.8-Motors
beschrieben.
Demontage des Motors
Erstprüfung
Bevor Sie den Zylinderblock reinigen oder weiter zerlegen, überprüfen Sie ihn auf Beschädigungen (Risse, Abriebspuren usw.), die eine Wiederverwendung ausschließen können.

Achten Sie besonders auf folgende Punkte:
- – Hauptlagerdeckel und -lagerböcke;
- – Zylinder;
- – Obere Ebene des Zylinderblocks;
- – Montagefläche des Wasserpumpeneinlasses;
- – Dichtungsflächen an der Vorder- und Rückseite des Zylinderblocks.
Reinigung und Überprüfung der Gebrauchstauglichkeit des Blocks
Überprüfen Sie alle Stopfen auf Beschädigungen oder Undichtigkeiten.
Wenn der Zylinderblock vor der Wiederverwendung aufgrund einer großen Anzahl von Entfernen Sie bei Fremdkörpern oder Verunreinigungen alle entsprechenden Stopfen.

Stellen Sie sicher, dass alle Kanäle des Schmier- und Kühlsystems sauber sind.

Reinigen Sie die Schmierbohrungen im Zylinderblock.

Alle Dichtflächen gründlich von den Resten der alten Dichtung reinigen.

Block vom Ständer nehmen.
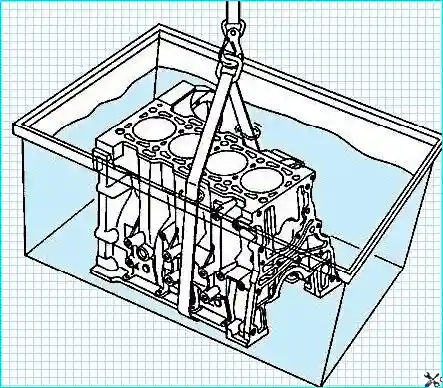
Reinigung des Zylinderblocks im Spültank
Entnahme des Zylinderblocks aus dem Spültank. Reinigen Sie den Zylinderblock mit Dampf und trocknen Sie ihn mit Druckluft.

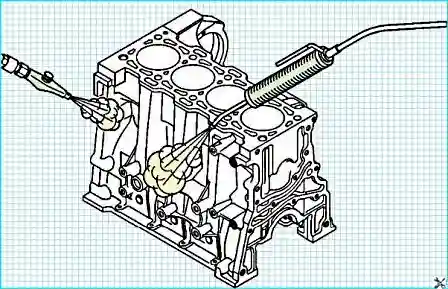
Überprüfen Sie den Zylinderblock nach der Reinigung erneut auf Risse, Abrieb und Verfärbungen, die eine Wiederverwendung ausschließen würden.
Verwenden Sie das Rissprüfset (Teilenummer 3375432), um Risse zu erkennen.
Achten Sie besonders auf folgende Punkte:
- – Hauptlagerdeckel und -lagerböcke;
- – Zylinder;
- – Obere Ebene der Zylinder;
- – Wasserpumpeneinlass Montagefläche;
- - Dichtungsflächen an Vorder- und Rückseite des Zylinderblocks.
Überprüfen Sie alle Gewindebohrungen auf Gewindeschäden.
Gewindebohrungen können mit Buchsen repariert werden.
Folgende Buchsenreparatursätze sind erhältlich:

- - Teilenummer 3377905 – für amerikanische Standardgewinde
- - Teilenummer 3377903 für metrische Gewinde
Die Buchsen können nicht zur Reparatur von Gewindebohrungen für Hauptlagerdeckelschrauben verwendet werden. Bei Beschädigung muss der Zylinderblock ausgetauscht werden.
Prüfen Sie die Zylinderoberfläche auf glänzende Stellen.

Auf der Zylinderoberfläche sollten sich kreuzende Linien in einem Winkel von 20–25 Grad zur oberen Ebene des Zylinderblocks befinden.

Alle Messungen des Zylinderblocks müssen auf einer ebenen Fläche mit eingebauten Hauptlagerdeckeln durchgeführt werden.
Wenn der Zylinderblock auf einem Ständer steht und/oder die Hauptlagerdeckel nicht eingebaut sind, können die Messungen aufgrund von Verformungen ungenau sein. (Dies gilt für Zylinderdurchmesser, Hauptlagerbohrungen usw.).
Wir montieren die Hauptlagerdeckel ohne Laufbuchsen. Hauptlagerschrauben festziehen.
Anzugsdrehmoment: 80 Nm.
Durchmesser des Hauptlagerbetts:
- - Zapfen 1 und 5: 79,982 – 3,1489 – 80,008 + 3,1499 mm;
- - Zapfen 2, 3 und 4: 79,977 – 3,1487 – 80,013 + 3,1501 mm.

Wenn Die Durchmesser der Hauptlagerbänke entsprechen nicht dem Standard. Überprüfen Sie die korrekte Montage und Ausrichtung der Hauptlagerdeckel.
Wenn die Hauptlagerdeckel korrekt montiert sind, muss der Zylinderblock ausgetauscht werden.
Wir messen die Länge der Hauptlagerbolzen, um sie bei der Montage zu verwenden.

Die Länge der Hauptlagerbolzenstange sollte nicht mehr als -119,25 +4,695 mm betragen.

Prüfen Sie den Zylinderblock mit einem Präzisionslineal und einer Fühlerlehre auf Ebenheit.
Maximale Ebenheit:
- - 0,075 +0,0030 – 0,010 +0,0004 mm, innerhalb eines Radius von 50 mm.
Prüfen Sie auf kleinere Unregelmäßigkeiten oder Defekte. Falls vorhanden, muss die Zylinderblockoberfläche geschliffen werden.
Das Schleifen der Zylinderblockoberfläche ist nur zulässig, wenn danach die erforderliche Kolbenüberstandshöhe erreicht werden kann.
Die Verwendung von Reparaturbelägen nach dem Schleifen der Zylinderblockoberfläche ist nicht vorgesehen.
Kann die erforderliche Kolbenüberstandshöhe nach dem Schleifen nicht erreicht werden, muss der Zylinderblock ausgetauscht werden.
Der Zylinderdurchmesser wird in einem Abstand von mehr als 50 mm (1,97 Zoll) von der Zylinderblockoberfläche gemessen, um Messgenauigkeitsverluste zu vermeiden.
Beim Messen, Mattieren oder Bohren von Zylindern müssen alle Hauptlagerdeckel mit Schrauben befestigt und mit dem erforderlichen Anzugsdrehmoment angezogen werden.
Prüfen Sie die Zylinderoberfläche auf Beschädigungen oder übermäßigen Verschleiß.
Messen Sie den Zylinderdurchmesser mit einer Messuhr (Teilenummer 3376619) an vier Punkten im 90-Grad-Abstand an den äußersten Positionen. des Kolbenhubs.
- Bohrungsdurchmesser: 93,99 -3,7004 – 94,01 +3,7012 mm;
- Rundheitsabweichung: 0,01 +0,0004 mm;
- Konizität: 0,01 +0,0004 mm.
Blockreparatur
Vor der Reparatur der Zylinder müssen die Ölkanäle und Stößellöcher im oberen Teil des Zylinderblocks mit wasserdichtem Klebeband verschlossen werden.
Mattieren der Zylinderoberfläche:
Die Mattierung sorgt für die für den normalen Betrieb des Kolbens erforderliche Oberflächenqualität Ringe.

Mattierung ist nur zulässig, wenn die Zylinderabmessungen noch innerhalb der Norm liegen.
Neue Kolbenringe passen nicht fest in Zylinder mit glänzender Oberfläche.
Verwenden Sie einen runden Honkopf (Katalognr. 3823612) oder ähnliches mit einer Drehzahl von 300–400 U/min und einem Bewegungszyklus in vertikaler Richtung pro Sekunde.
Verwenden Sie hochwertiges Honöl oder eine Mischung aus SAE 30W und Diesel in unterschiedlichen Anteilen. Kraftstoff.
Die vertikalen Durchgänge sollten über die gesamte Zylinderhöhe gleichmäßig und durchgehend sein.
Prüfen Sie die Zylinderbohrung nach 10 Durchgängen.
Der Winkel der Schnittlinien hängt von der Drehzahl und der vertikalen Bewegungsgeschwindigkeit des Honkopfes ab.
Eine zu hohe oder zu niedrige Bewegungsgeschwindigkeit führt dazu, dass dieser Winkel von der Norm abweicht.
Auf einer ordnungsgemäß mattierten Zylinderoberfläche sollten Schnittlinien sichtbar sein, die in einem Winkel von 20–25 Grad zur oberen Ebene des Zylinderblocks verlaufen.

Um Glanz zu entfernen, spülen Sie die Zylinder mit einer konzentrierten Lösung aus Reinigungsmittel und heißem Wasser.

Reinigen Sie die Zylinder sofort nach dem Mattieren.
Andernfalls kann es zu einem Motorschaden kommen.
Spülen Sie die Zylinder, bis das gesamte Reinigungsmittel entfernt ist.
Trocknen Sie den Zylinderblock mit Druckluft.
Überprüfen Sie die Zylinderoberfläche auf Sauberkeit, indem Sie sie mit einem leicht mit Öl angefeuchteten weißen, fusselfreien Tuch abwischen.
Falls Wenn Schleifmittel zurückbleibt, reinigen Sie weiter, bis es vollständig entfernt ist.
Reinigen Sie die Zylinderoberfläche mit Lösungsmittel. Trocknen Sie den Zylinderblock mit Druckluft.
Beim Austausch des Zylinderblocks oder bei der Verwendung eines eingelagerten Zylinderblocks müssen Motoröl und Konservierungsöl vor der Verwendung von den Zylinderoberflächen, Dichtungsbereichen und Hauptlagerbetten entfernt werden.

")
")
")
")
")
")
")
")