
Проверку блока цилиндров производим при капитальном ремонте двигателя.
Проверка и промер блока производится для возможности повторного использования.
Цилиндры двигателя выполнены как одно целое, без использования гильз.
Важно: При повреждении или износе цилиндры не ремонтируются.
Перед снятием поршней в сборе с шатунами измеряем величину выступания каждого поршня.
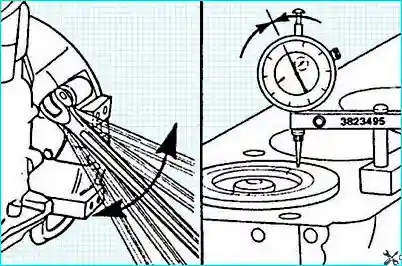
С помощью измерения выступания поршня можно определить возможность шлифовки верхней поверхности блока цилиндров, если потребуется.
Снимаем двигатель, как указано в статье – Снятие и установка двигателя Cummins ISF2.8.
Разбираем двигатель.
Начальная проверка
Перед очисткой или дальнейшей разборкой блока цилиндров осматриваем его, проверив отсутствие повреждений (трещин, следов истирания и пр.), которые могут исключить возможность его повторного использования.
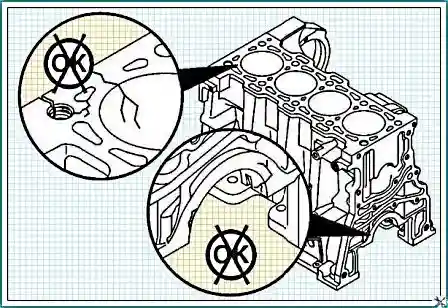
Особое внимание уделяем следующим позициям:
- — крышки и постели коренных подшипников;
- — цилиндры;
- — верхняя плоскость блока цилиндров;
- — поверхность крепления впуска водяного насоса;
- — поверхности под прокладки в передней и задней части блока цилиндров.
Очистка и проверка возможности использования блока
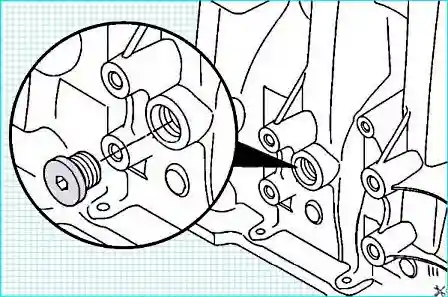
Проверьте все заглушки на отсутствие признаков повреждений или утечек.
Если необходимо тщательно очистить блок цилиндров перед повторным использованием из-за большого числа посторонних частиц или загрязнения, снимите все соответствующие заглушки.
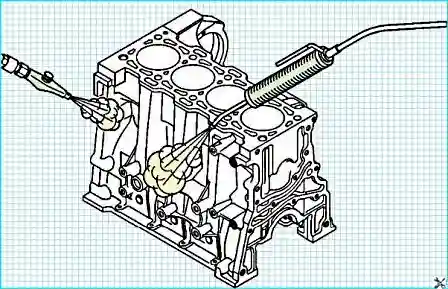
Убедитесь в том, что все каналы систем смазки и охлаждения очищены.
Ершиком с неметаллической щетиной и чистым растворителем очищаем отверстия для смазки в блоке цилиндров.
Тщательно очищаем все уплотнительные поверхности от остатков старой прокладки.
Снимаем блок со стенда.
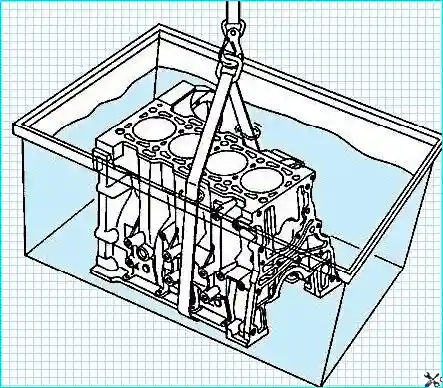
Очищаем блок цилиндров в промывочной емкости.
Извлекаем блок цилиндров из промывочной емкости. Очищаем блок цилиндров паром и сушим сжатым воздухом.
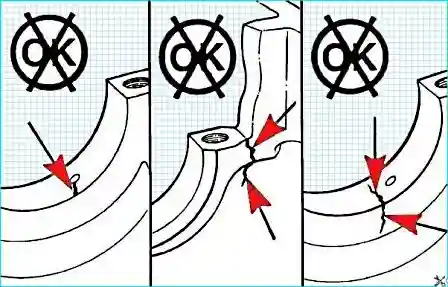
После очистки блока цилиндров повторно проверьте его на отсутствие признаков трещин, истирания и изменения цвета, которые исключат возможность его повторного использования.
Для выявления трещин используйте комплект для обнаружения трещин (номер по каталогу 3375432).
Особое внимание уделите следующим позициям:
- — крышки и постели коренных подшипников;
- — цилиндры;
- — верхняя плоскость блока цилиндров;
- — поверхность крепления впуска водяного насоса;
- — поверхности под прокладки в передней и задней части блока цилиндров.
Проверьте все резьбовые отверстия под болты на отсутствие повреждений резьбы.
Для ремонта резьбовых отверстий можно использовать футорки.
Предусмотрены следующие ремонтные комплекты футорок:
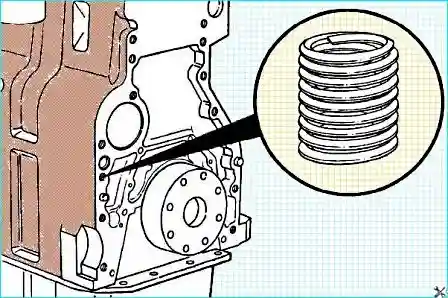
- — Номер по каталогу 3377905 — для резьбы американского стандарта;
- — Номер по каталогу 3377903 — для метрической резьбы.
Важно: Футорки нельзя использовать для ремонта резьбовых отверстий под болты крышек коренных подшипников. При их повреждении блок цилиндров подлежит замене.
Проверьте поверхность цилиндров на отсутствие глянцевых участков.
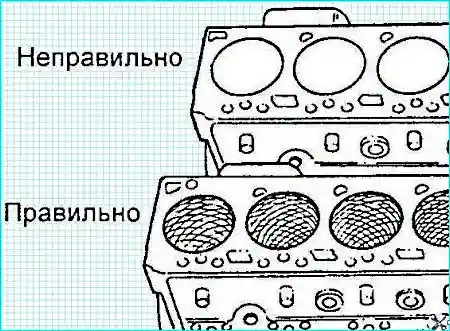
На поверхности цилиндра должны быть заметны перекрещивающиеся линии, идущие под углом 20–25 градусов относительно верхней плоскости блока цилиндров.
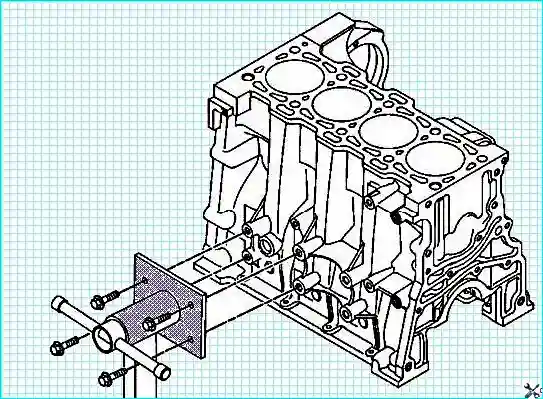
Все измерения блока цилиндров необходимо проводить, когда он лежит на плоской поверхности с установленными крышками коренных подшипников.
Важно: Если блок цилиндров находится на стенде и/или крышки коренных подшипников не установлены, измерения могут быть неточными из-за деформации. (Это относится к диаметрам цилиндров, отверстий под коренные подшипники и пр.)
Устанавливаем крышки коренных подшипников без вкладышей. Затягиваем болты коренных подшипников.
Момент затяжки – 80 Нм.
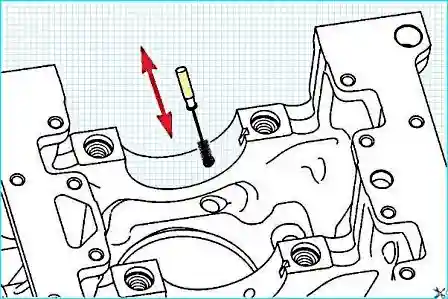
Диаметр постели коренного подшипника:
- — шейки 1 и 5 — 79,982–80,008 мм;
- — шейки 2, 3 и 4 — 79,977–80,013 мм.
Если диаметры постелей коренных подшипников не соответствуют норме, проверьте правильность установки и ориентации крышек коренных подшипников.
Если крышки коренных подшипников установлены правильно, блок цилиндров подлежит замене.
Измеряем длину болтов коренных подшипников для возможного использования при сборке.
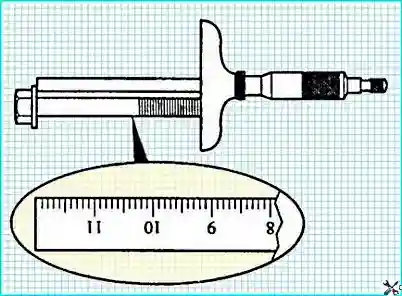
Длина стержня болта коренного подшипника должна быть не более 119,25 мм.
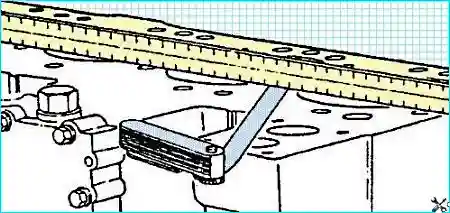
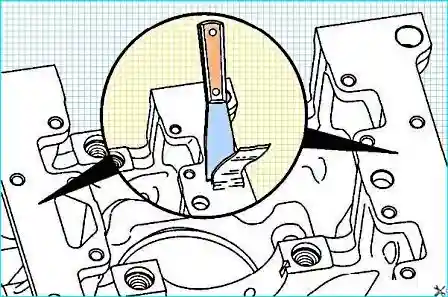
Проверьте неплоскостность блока цилиндров с помощью прецизионной линейки и щупа.
Максимальная неплоскостность: 0,075–0,010 мм в пределах зоны радиусом 50 мм.
Проверьте отсутствие мелких неровностей или дефектов. При их наличии верхняя поверхность блока цилиндров подлежит шлифовке.
Важно: Шлифовка верхней поверхности блока цилиндров допускается только в том случае, если после этого можно обеспечить требуемую высоту выступания поршней.
Использование ремонтных прокладок после шлифовки верхней поверхности блока цилиндров не предусмотрено.
Если после такой шлифовки нельзя обеспечить требуемую высоту выступания поршня, блок цилиндров подлежит замене.
Измерение диаметра цилиндра производится на расстоянии более 50 мм от верхней поверхности блока цилиндров во избежание снижения точности измерений.
Важно: При выполнении измерений, матирования или расточки цилиндров все крышки коренных подшипников должны быть закреплены болтами, затянутыми с требуемым моментом затяжки.
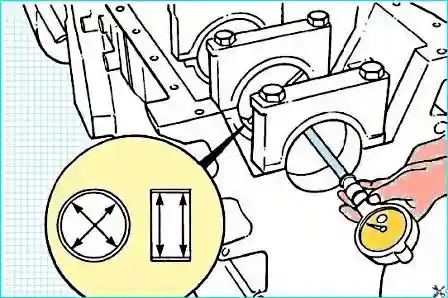
Проверьте поверхность цилиндров на отсутствие повреждений или чрезмерного износа.
При помощи циферблатного нутромера (номер по каталогу 3376619) измерьте диаметр цилиндра в 4 точках, отстоящих друг от друга на 90 градусов, в крайних положениях хода поршня.
- Диаметр расточки: 93,99–94,01 мм;
- Отклонение от округлости: 0,01 мм;
- Конусность: 0,01 мм.
Ремонт блока
Перед ремонтом цилиндров нужно закрыть масляные каналы и отверстия под толкатели в верхней части блока цилиндров водостойкой лентой.
Матирование поверхности цилиндра:
Матирование обеспечивает качество поверхности, необходимое для нормальной работы поршневых колец.
Матирование допускается только в том случае, когда размеры цилиндров все еще соответствуют норме.
Посадка новых поршневых колец в цилиндрах с глянцевой поверхностью не будет плотной.
Используйте круглую хонинговальную головку (№ 3823612 по каталогу) или похожую с частотой вращения 300–400 об/мин, совершающую за секунду один цикл перемещения в вертикальном направлении.
Используйте масло для хонингования высокого качества или смесь разных долей SAE 30W и дизельного топлива.
Вертикальные проходы должны быть плавными и непрерывными по всей высоте цилиндра.
Проверьте отверстие цилиндра после 10 проходов.
Угол нанесения перекрещивающихся линий зависит от частоты вращения и скорости вертикального перемещения хонинговальной головки.
Слишком высокая или слишком низкая скорость перемещения приведет к отклонению этого угла от нормы.
На правильно матированной поверхности цилиндра должны быть заметны перекрещивающиеся линии, идущие под углом 20–25 градусов относительно верхней плоскости блока цилиндров.
Для удаления глянца используйте концентрированный раствор моющего средства в горячей воде, чтобы промыть цилиндры.
Важно: Выполняйте очистку цилиндров сразу после матирования. Несоблюдение этого требования может привести к выходу из строя двигателя.
Промывайте цилиндры до полного удаления чистящего средства.
Просушите блок цилиндров сжатым воздухом.
Проверьте чистоту поверхности цилиндра, протерев ее куском белой безворсовой ткани, слегка смоченной в масле.
При наличии остатков абразивного материала продолжайте очистку до полного их удаления.
Промойте поверхность цилиндров растворителем. Просушите блок цилиндров сжатым воздухом.
При замене блока цилиндров или использовании блока цилиндров, находившегося на складе, обязательно удалите моторное и консервационное масло с поверхностей цилиндров, мест установки прокладок и постелей коренных подшипников перед его использованием.

")
")
")
")
")
")
")
")