
Removing and disassembling the cylinder block
By default, the cylinder head is already removed
We discussed instructions for removing the head in the article "Removing and installing the Kia Magentis cylinder head".
Remove the flywheel (cars with manual transmission).
Remove the drive plate (cars with automatic transmission).
Remove the engine assembly with the gearbox and install it on a special stand.
Remove the timing belt.
We discussed the instructions for removing and installing the timing belt in the article "Kia Magentis Timing Belt Drive in a 2.0 L Engine - G4KD and 2.4 L. – G4KE»
Remove the cylinder head

Disconnect the air conditioning compressor from the engine (A)

Remove the generator (A) from the engine.

Remove the power steering pump and bracket

Remove the tensioner mounting bracket assembly (A)

Remove oil dipstick assembly (A)

Remove the knock sensor (A).

Remove the oil pressure sensor (A)

Remove the crankshaft position sensor (A)
Remove the water pump.
Remove the balancer module shaft.

Remove the crankcase (A).
Check the axial clearance of the connecting rod.
Remove the connecting rod cap and check the oil clearance.
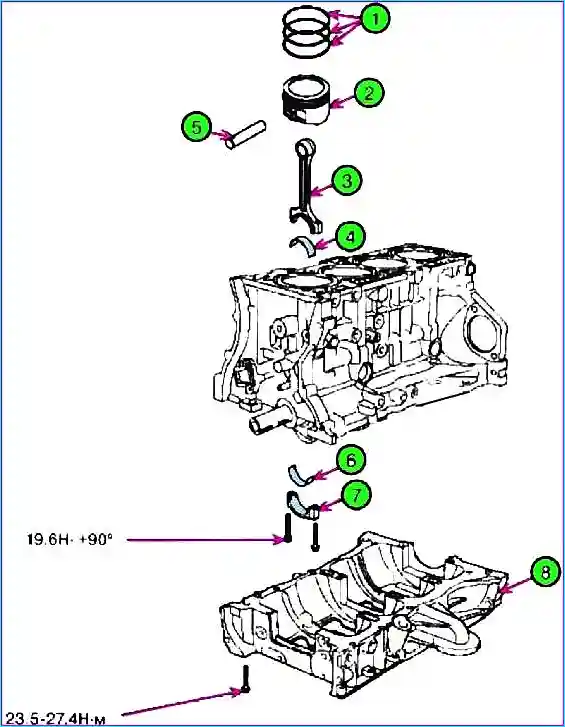
Remove the piston and connecting rod assembly.
Use a special device, remove soot from the upper surface of the cylinder.
Press on the piston, connecting rod and upper connecting rod bearing shell through the top surface of the cylinder block.
- - Hold the shells, connecting rod and cover together.
- - Arrange the piston and connecting rod in the correct order.
Remove the crankshaft bearing cover and check the oil clearance.
Check the axle crankshaft clearance.

Lift the crankshaft from the engine without damaging the journals.
Arrange the main and thrust bearings in the correct order.
Check the fit between the piston and the pin.
Try to move the piston on the pin back and forth. If movement is not possible, replace the piston and pin.
Remove the piston rings.
- - Using a ring expander, remove the 2 compression rings.
- - Manually remove the 2 side guides and gasket.
Arrange the piston rings in order
Disconnect the connecting rod from the piston.
Checking the technical condition of the block and cylinder block parts
Connecting rods and crankshaft
Check the axial clearance of the connecting rod. Using a set of feeler gauges, measure the axial clearance by moving the connecting rod forward/backward.

Standard clearance: 0.1 - 0.25 mm.
Maximum permissible value: 0.35 mm.
If the axial clearance of the connecting rod exceeds the maximum permissible norm, it must be replaced with a new one.
If after installing a new connecting rod, the axial clearance exceeds the maximum permissible limit, it is necessary to replace the crankshaft assembly.
Measure the clearance in the crankshaft connecting rod journal bearings.
Apply timing marks to the connecting rod and connecting rod cap for correct installation.
Unscrew the two connecting rod cap fastening nuts.
Remove the connecting rod cap together with the bearing shell.
Clean and wash the shell and connecting rod journal of the crankshaft.
- Place a special plastic gauge on the connecting rod journal, along the crankshaft axis.
Install the connecting rod cap and tighten the fastening bolts with a tightening torque of 19.6 Nm + 90˚.
Do not turn the crankshaft.
Unscrew the fastening nuts and remove the cover connecting rod.

Measure the thickness of the plastic gauge (the scale is included with the kit). The standard bearing clearance value is 0.025 - 0.043 mm.
If the plastic gauge is too wide or too thin after removal, you must remove the upper liner and install a new one.
Then repeat the bearing clearance measurement. The bearing shell must be selected according to the marking color.
Do not place a washer or scratch the bearing shell surface to adjust the clearance.
- If the bearing clearance is still too large or small, install the next bearing shell and repeat the measurement.
Connecting rod dimensions:
Class - mark - size, mm:
- a - A - 51.00 ~ 51.006;
- a - B - 51.006 ~ 51.012;
- c - C - 51.012 ~ 51.018
If the bearing clearance cannot be adjusted by selecting bearing shells, replace the crankshaft assembly and repeat adjustment.
If the identification mark on the bearing is not visible due to carbon deposits, it must be washed in solvent.
Do not clean the bearing with a scraper or a metal brush.
The location of the connecting rod identification mark is indicated below.

Read the order of the marks according to the arrow in the figure

Crankshaft dimensions:
Class - mark number - outer diameter of the journal, mm:
- I - 1 - 47, 966 ~ 47, 972;
- II - 2 - 47,960 ~ 47,966;
- III - 3 - 47,954 ~ 47,960

Size of the insert:
Class - color of the mark - thickness of the insert, mm:
- AA - blue - 1.517 ~ 1.520;
- A - black - 1.514 ~ 1.517;
- B - missing - 1.511 ~ 1.514;
- C - green - 1.508 ~ 1.511;
- D - yellow - 1.505 ~ 1.508
Measure the clearance in the crankshaft bearings, for this:
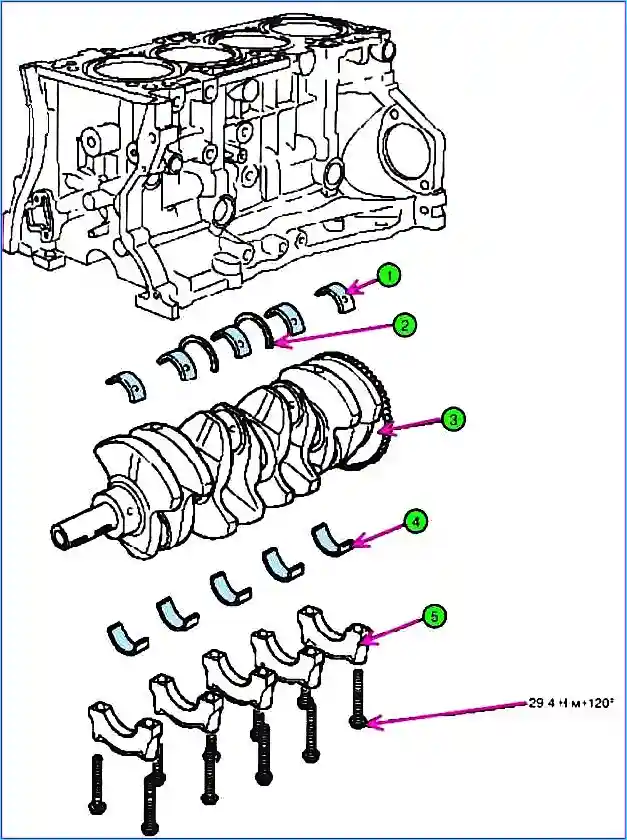
- Unscrew the mounting bolts and remove the main bearing caps together with the bearing shells.
Clean all main bearings and bearing shells.
Place a special plastic gauge on each main journal of the crankshaft.
Install all main bearing caps and tighten the mounting bolts with a tightening torque of 29.4 Nm + 120˚
Do not turn the crankshaft shaft
Remove the cover and bearing again, measure the thickness of the plastic gauge (the scale is included with the kit).
Standard value: 0.025 - 0.043 mm.
If the measurement value is too large or small:
Remove the upper half of the bearing, install a new one;
Match the bearing by the color of the mark;
Recheck the clearance.
Do not grind or scratch the bearings or covers to adjust the clearance.
If the device shows that the clearance is still not standard, try installing a larger or smaller bearing and check the clearance again.
If the clearance in the bearings cannot be adjusted by selecting liners, it is necessary to replace the crankshaft assembly and repeat the adjustment.
If there is a the identification mark is not visible due to carbon deposits, it must be washed in a solvent.
Do not clean the bearing shell with a scraper or a metal brush.
When installing, make sure that the number indicated on the connecting rod and its cover matches the cylinder number.
When installing a new connecting rod, make sure that the protrusions for fixing the bearing shell match the grooves on the bearing shell.
Replace the connecting rod assembly if its side surface is damaged.
Also, replace the connecting rod if its working parts show increased wear.
Using special equipment, measure the bending and twisting of the connecting rod.
The permissible bending value of the connecting rod is 0.05 mm / 100 mm or less.
The permissible twisting value of the connecting rod 0.1 mm / 100 mm or less.
If the permissible bending and twisting values are exceeded, it is necessary to replace the connecting rod assembly
Selecting bearings
Crankshaft mark I (1):
- connecting rod mark - a (A) - bearing class D (yellow);
- connecting rod mark - b (B) - bearing class C (green);
- connecting rod mark - c (C) - bearing class B (missing)
Crankshaft mark II (2):
- connecting rod mark - a (A) - bearing class C (green);
- connecting rod mark - b (B) - bearing class B (missing)
- connecting rod mark - c (C) - bearing class A (black)
Crankshaft mark III (3):
- connecting rod mark - a (A) - bearing class B (missing);
- connecting rod mark - b (B) - bearing class A (black);
- connecting rod mark - c (C) - bearing class AA (blue)
Location of marks characterizing the inner diameter of the crankshaft main bearings:

Cylinder Block
Class - mark - inner diameter of crankshaft main bearings, mm:
- a - A - 56.000 ~ 56.006;
- b - B - 56.006 ~ 56.012;
- c - C - 56.012 ~ 56.018
Crankshaft Dimensions (Main Journals)

Location of marks on the crankshaft

Location identification marks on the main bearing shell
Crankshaft dimensions (main journals)
Class - mark color - main journal outer diameter, mm:
- I - yellow - 54.956 ~ 54.962;
- II - absent - 54.950 ~ 54.956;
- II - white - 54.944 ~ 54.950
Main bearing shell dimensions
class - mark color - shell thickness, mm;
- AA - blue - 2.026 ~ 2.029;
- A - black - 2.023 ~ 2,026;
- B - none - 2,020 ~ 2,023;
- C - green - 2,017 ~ 2,020;
- D - yellow - 2,014 ~ 2,017
Main Bearing Bearing Selection
Crankshaft Marks - Hole Marks - Bearing Bearing Assembly Classification:
- I (yellow) - a (A) - D (yellow);
- I (yellow) - b (B) - C (green);
- I (yellow) - c (C) - B (none)
- II (missing) - a (A) - C (green);
- II (missing) - b (B) - B (missing);
- II (missing) - c (C) - A (black)
- III (white) - a (A) - B (missing);
- III (white) - b (B) - A (black);
- III (white) - c (C) - AA (blue)
Check the crankshaft end clearance.
Using a dial indicator, measure the crankshaft end clearance by moving it forwards and backwards with a screwdriver.
Standard end clearance: 006 - 0.26 mm. Maximum permissible value: 0.30 mm.

If the axial clearance exceeds the permissible limit, it is necessary to replace the thrust bearings.
Thickness of thrust bearings: 1.925 - 1.965 mm.
Using a micrometer, measure the outside diameter of the main and connecting rod journals of the crankshaft. Crankshaft main journal diameter: 51.942 — 51.960 mm.
Crankshaft connecting rod journal diameter: 47.954 - 47.972 mm.

Make measurements in two mutually perpendicular planes, as shown in Figure 10

")
")
")
")
")
")
")
")