
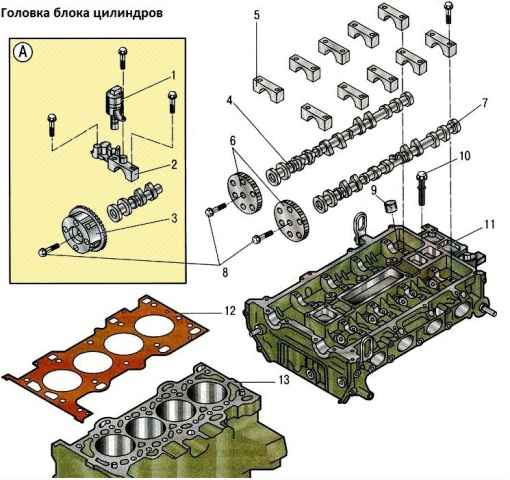
У статті розглянемо, як розібрати головку блоку циліндрів, притерти клапани та зібрати головку
Підготовляємо автомобіль для виконання завдання
Знімаємо головку блоку циліндрів, як описано в статті "Як замінити прокладку кришки та головки блоку циліндрів Mazda 6"
Знімаємо впускний колектор, як зазначено у попередній статті
Знімаємо випускний колектор
Викручуємо свічки запалювання
Очищаємо камери згоряння від нагару
Оглядаємо головку блоку
Якщо на головці блоку циліндрів є тріщини або сліди прогару в камерах згоряння, замінюємо головку
Видаляємо задирки та вибоїни на поверхні головки блоку

Перевіряємо площинність поверхні, що прилягає до блоку циліндрів
Ставимо металеву лінійку рубом на поверхню головки спочатку посередині вздовж, а потім по діагоналях і вимірюємо щупом зазор між поверхнею головки та лінійкою
Головка підлягає заміні, якщо зазор перевищує 0,025 мм

Знімаємо розподільні вали
Тлумачі зручніше виймати за допомогою магніту або присоски
Тлумачі не можна міняти місцями, тому маркуємо їх
Зберігати штовхачі потрібно в такому положенні, в якому вони встановлені на головку блоку циліндрів, щоб з них не випливало масло
Очищаємо від залишків прокладок та нагару поверхні фланців головки для встановлення колекторів
Перевіряємо наявність деформацій для впускного та випускного колекторів, деформовану головку замінюємо
Ушкоджені різьбові отвори ремонтуємо прогонкою різьблення мітчиками або встановленням ремонтної втулки
Перевіряємо щільність установки заглушок сорочки охолодження. При ослабленні їх посадки відновлюємо її карбуванням
Для перевірки герметичності головки блоку заглушіть отвір у головці під гніздо термостата.
Це можна зробити, наприклад, встановивши глуху прокладку із щільного картону під корпус термостату та загорнувши болти його кріплення.
Залийте гас у канали водяної сорочки.
Якщо рівень гасу при 15-20-хвилинній витримці знижується, значить, у голівці є тріщини і її треба замінити.
Після перевірки не забудьте зняти картонну прокладку.
Перевірте стан опорних поверхонь під шиї розподільних валів у головці блоку.
Якщо хоча б на одній з них виявлено сліди зношування, задираки або глибокі ризики, відшліфуйте ліжка підшипників і виміряйте після шліфування зазор між постільними та шийками розподільчих валів.
Якщо зазор виявиться більшим за номінальний, замініть головку блоку.
Для перевірки герметичності клапанів залийте гас у впускні та випускні канали головки.
Якщо протягом 3 хв гас не просочиться з каналів у камери згоряння, значить клапани герметичні. В іншому випадку притріть або замініть клапани.
Встановіть під клапан, що знімається, відповідний упор (наприклад, торцеву головку з набору інструментів)

Встановлюємо на головку блоку пристрій для стиснення пружин клапанів
Стискаємо пружини клапанів за допомогою пристосування та виймаємо сухарі клапана
Потім, поступово послаблюючи натискання на ручку пристосування, повністю звільняємо пружину клапана
Знімаємо пристрій із головки блоку
Підсівши викруткою, виймаємо тарілку пружини клапана та виймаємо пружину

Виймаємо клапан із головки блоку
Так само виймаємо інші клапани і знімаємо маслознімні ковпачки

Видаляємо нагар із клапанів та оглядаємо їх
Деформація стрижня клапана та тріщини на його тарілці не допускаються. За наявності пошкоджень замінюємо клапан

Перевіряємо, чи не надто зношена та не пошкоджена робоча фаска
Допускається шліфування робочої фаски клапанів
Незначні ризики та подряпини на фасці можна вивести притиранням клапана до сідла
Не можна очищати стрижні клапанів дротяними щітками та скребками, щоб на стрижнях не утворилися ризики
Перевіряємо концентричність розташування тарілки клапана та сідла: наносимо на фаску головки клапана тонкий шар графіту (олівцевого грифеля), вставляємо клапан у напрямну втулку і, злегка притиснувши до сідла, провертаємо

Слідами графіту на фаску сідла можна судити про концентричність розташування клапана та сідла

Перевіряємо знос стрижня клапана в місцях, показаних на малюнку
Номінальні розміри клапанів:
- Діаметр тарілки впускного клапана 35,95 мм;
- Діаметр тарілки випускного клапана 31,45 мм;
- Діаметр стрижня впускного клапана 6,980 мм;
- Діаметр стержня випускного клапана 6,956 мм;
- Висота впускного та випускного клапана 89,95 мм;
- Кут робочої фаски впускного та випускного клапана 45º.
Перевіряємо стан проток 3 стрижня клапана під сухарі.
При виявленні слідів викрашування кромок проточок та зносу циліндричної частини замінюємо клапан
Перевіряємо стан напрямних втулок клапанів, вимірявши внутрішній діаметр отвору. Зазор не повинен перевищувати 0,1 мм.
Перевірте стан сідел клапанів. На робочих фасках сідел не повинно бути слідів зношування, раковин, корозії тощо.
Седла клапанів можна замінити у спеціалізованій майстерні.
Незначні пошкодження (дрібні ризики, подряпини та ін.) можна вивести притиранням клапанів
Найбільші дефекти сідел клапанів усувають шліфуванням, витримуючи для сідел клапанів двигунів, розміри 45° з шириною пояска після притирання для сідел усіх клапанів 1,56 мм
Сідла рекомендується шліфувати у спеціалізованій майстерні, тому що для цього потрібні спеціальні інструменти та обладнання.
Якщо шліфування не дасть потрібного результату, замініть сідла клапанів.
Замініть олійні ковпачки незалежно від їх стану.
Огляньте пружини клапанів. Тріщини та зниження пружності пружин не допускаються.
По можливості визначте пружність пружин по зусиллю, що розвивається.
Викривлені пружини (деформація у вільному стані понад 1,6 мм) та пружини з тріщинами замініть.
Прокладки впускної труби, випускного колектора та головки блоку циліндрів завжди замінюйте новими, оскільки зняті, навіть зовні не пошкоджені прокладки можуть виявитися сильно обтиснутими і не забезпечать герметичність ущільнень

")
")
")
")
")
")
")
")