
Коленчатый вал снимаем и устанавливаем при капитальном ремонте двигателя.
Подготовительные операции
- — Снимаем двигатель и устанавливаем его на стенд (статья – Снятие и установка двигателя Cummins ISF2.8);
- — Извлекаем масломерный щуп;
- — Снимаем трубку масломерного щупа;
- — Снимаем поддон картера;
- — Снимаем ремень вспомогательных агрегатов (статья – Замена ремня привода вспомогательных агрегатов);
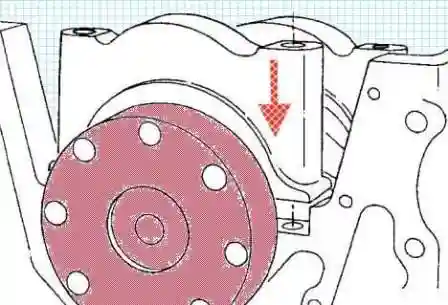
- — Снимаем шкив привода вспомогательных агрегатов;
- — Снимаем крышку передних распределительных шестерен;
- — Снимаем маховик (статья – Снятие и установка маховика двигателя);
- — Снимаем крышку корпуса звездочки верхнего распределительного вала;
- — Снимаем картер маховика;
- — Снимаем натяжное устройство цепи привода верхнего распределительного вала;
- — Снимаем кольцо синхронизации частоты вращения верхнего распределительного вала;
- — Снимаем корпус звездочки верхнего распредвала;
- — Снимаем крышки шатунов;
- — Снимаем вакуумный насос.
Снятие коленчатого вала
Снимите крышки коренных подшипников.

Проверьте наличие установочных меток на крышках коренных подшипников и блоке цилиндров.
Важно: Нумерация крышек начинается от передней части двигателя.
Отверните болты крышки коренного подшипника, но не снимайте их.

Используя 2 болта как рычаг, раскачайте крышку коренного подшипника и снимите ее. Не повредите резьбу болтов.
Снимите верхние вкладыши коренных подшипников.
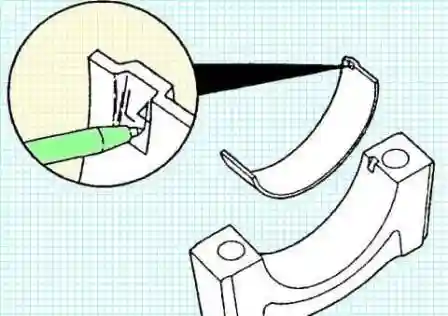
Нанесите метку относительного расположения на снятый вкладыш. Метки наносим, чтобы потом анализировать неисправность.

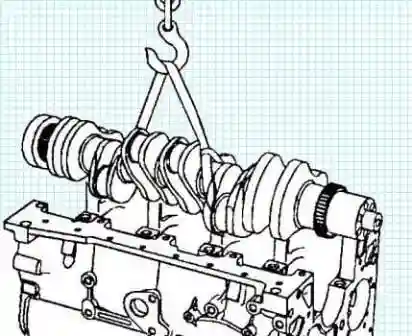
Снимаем коленчатый вал.
Важно: Коленчатый вал весит больше 23 кг. Лучше снимать вдвоем или подъемным механизмом.
Очистка коленчатого вала и всех деталей
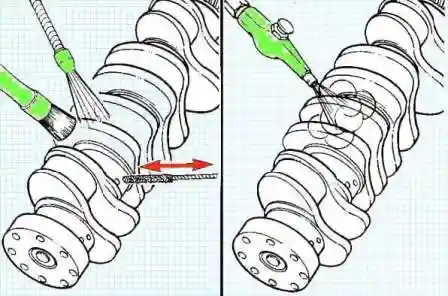
Для очистки коленчатого вала используем горячий пар или горячую мыльную воду.
Для очистки каналов системы смазки используем ерш с неметаллической щеткой.
После промывки сушим сжатым воздухом.
Важно: Нельзя очищать резьбу метчиком в отверстиях коленчатого вала.
Используем мелкозернистую наждачную бумагу для шлифовки обработанных поверхностей.
При обнаружении повреждений заменяем коленчатый вал.
Проверка коленчатого вала
Проверяем состояние зоны контакта с передним сальником коленчатого вала.
Проверяем состояние зоны контакта с задним сальником коленчатого вала.
Проверяем состояние шатунных подшипников.
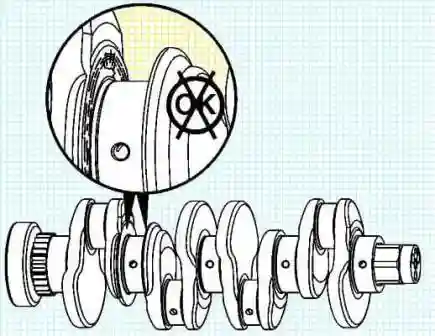
Проверяем шестерню коленчатого вала на отсутствие точечной коррозии, истирания или отсутствия зубьев.
Важно: Задняя шестерня коленчатого вала не подлежит замене.
Если не удается удалить потертости с помощью абразивного бруска (№3823258 по каталогу) или его аналога, коленчатый вал необходимо заменить.
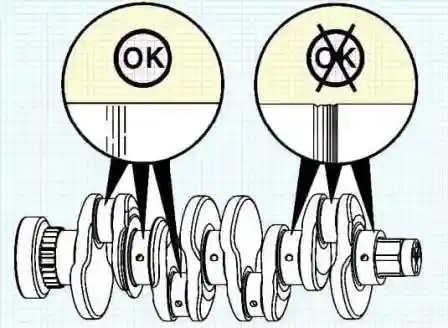
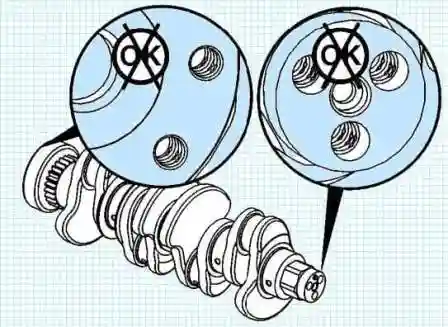
Проверяем шейки коренных и шатунных подшипников на отсутствие повреждений или повышенного износа.
Допускается наличие незначительных царапин.
Измеряем шатунные и коренные шейки коленчатого вала.
Допускается отклонение от округлости 0,007 мм.
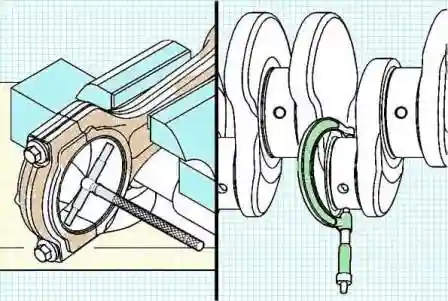
Измеряем диаметр шатунной шейки коленчатого вала и записываем его.
Стандартный диаметр шатунной шейки коленчатого вала: 56,013–58,987 мм
Измеряем диаметр отверстия под шатунную шейку коленчатого вала с установленным подшипником и записываем его.
Стандартный диаметр отверстия под шейку коленчатого вала в шатуне с установленным подшипником: 62,37–62,41 мм
Зазор в подшипнике равен разнице между диаметром отверстия под коленчатый вал в шатуне (с установленным подшипником) и диаметром шатунной шейки коленчатого вала.
Зазор в шатунном подшипнике: 3,357–3,423 мм.
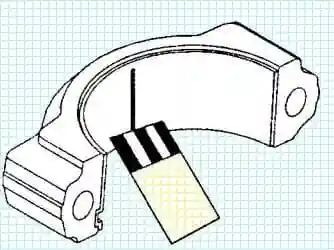
Зазор в подшипнике можно определить с помощью специального щупа при установке коленчатого вала.
Если зазор не соответствует норме, замените подшипник или попробуйте установить другой комплект шатунных подшипников.
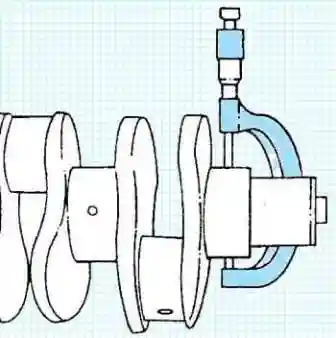
Измерьте диаметр коренной шейки коленчатого вала и запишите его.
Стандартный диаметр коренной шейки коленчатого вала: 73,987–74,013 мм
После этого устанавливаем крышки коренных подшипников без коленчатого вала с верхними и нижними вкладышами.
Затягиваем болты коренных подшипников поэтапно:
- — первый этап – 50 Нм;
- — второй этап – 80 Нм;
- — третий этап – поворачиваем на 90°.
Измеряем отверстие под коренную шейку с установленным подшипником.
Определяем зазор в коренном подшипнике.
Зазор в подшипнике равен разнице между диаметром отверстия под коренную шейку (с установленным подшипником) и диаметром коренной шейки коленчатого вала.
Зазор должен быть: 0,041–0,105 мм
Также зазор можно определить с помощью специального пластмассового щупа при сборке двигателя.
Измеряем длину болтов коренных подшипников для возможного использования при сборке.
Длина стержня болта коренного подшипника должна быть не более 119,25 мм.
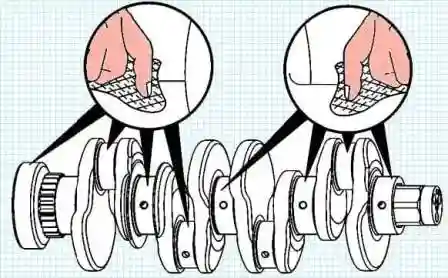
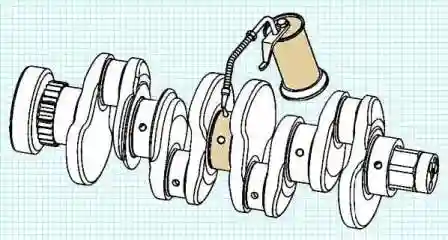
Проверяем поверхности упорного подшипника на отсутствие повреждений или износа. Допускаются незначительные царапины.
Для шлифовки используем мелкозернистую наждачную бумагу.
Важно: Поверхности упорного подшипника расположены на коренной шейке коленчатого вала №4.
Измеряем припуск под упорный подшипник.
Осевое расстояние: 0,115–0,365 мм.
Установка коленчатого вала
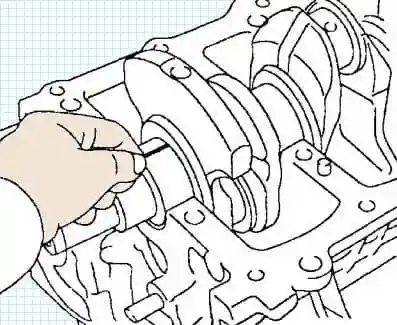
Смазываем коленчатый вал моторным маслом.
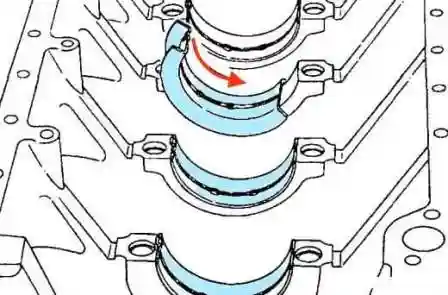
Убедившись в отсутствии на обратной стороне верхних вкладышей коренных подшипников грязи и посторонних частиц, вставляем их в блок цилиндров.
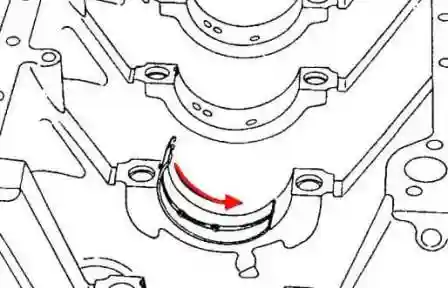
При установке совмещаем выступы на вкладышах с выступами в постелях коренных подшипников.
Устанавливаем вкладыш упорного подшипника коленчатого вала по месту коренного подшипника №4.
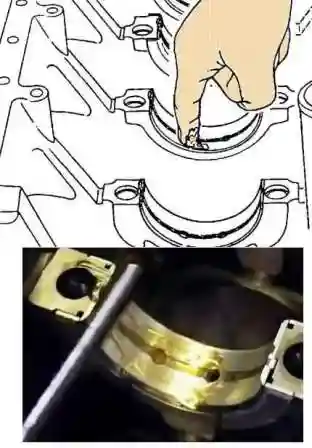
Наносим моторное масло на поверхности коренных подшипников и упорного подшипника со стороны коленчатого вала.
Убедитесь в наличии направляющих втулок в крышках коренных подшипников.
Осторожно укладываем коленчатый вал, не допуская повреждения коренных подшипников и шеек.
Убедившись в отсутствии на обратной стороне нижних вкладышей коренных подшипников грязи и посторонних частиц, вставляем их в крышки коренных подшипников.
Важно! Обязательно совместите выступы на вкладышах с выступами на крышках коренных подшипников.
Наносим моторное масло на рабочую поверхность коренных подшипников.
Убедитесь в том, что на поверхностях крышек коренных подшипников между крышкой и блоком цилиндров нет грязи и посторонних частиц.
На крышках коренных подшипников имеются номера, соответствующие местам их установки, которые были нанесены во время снятия.
Важно: Нумерация начинается от передней части блока цилиндров.
Крышки должны быть установлены так, чтобы номера на них соответствовали номерам постелей подшипников в блоке цилиндров.
Выступы в постели и крышке коренного подшипника должны быть с одной и той же стороны.
Установите крышки коренных подшипников.
Важно: Обязательно совместите направляющие втулки на крышке коренного подшипника с соответствующими отверстиями в блоке цилиндров.
Смазываем резьбу и нижнюю часть головок болтов крышек коренных подшипников чистым моторным маслом.
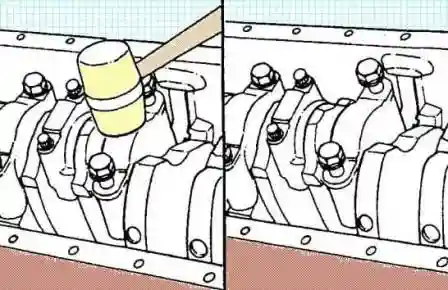
Устанавливаем крышки коренных подшипников на место, аккуратно постукивая по ней киянкой с пластмассовой или резиновой головкой.
Когда крышка встанет на место, установите ее болты и затяните их.
Момент затяжки 50 Нм. С окончательным моментом затягиваем болты после установки всех крышек.

Равномерно затягиваем болты в указанной на рисунке последовательности.
Выполняем каждый этап со всеми болтами перед переходом к следующему этапу.
- — первый этап – 50 Нм;
- — второй этап – 80 Нм;
- — третий этап – поверните на 90°.
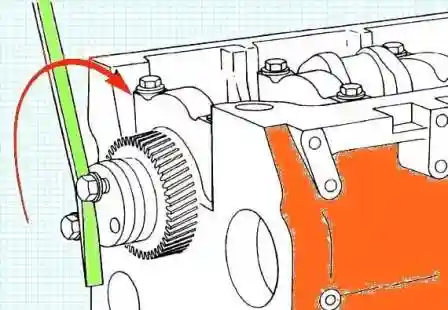
Проворачиваем коленчатый вал. Коленчатый вал должен вращаться свободно после установки крышек коренных подшипников.
Если коленвал не вращается свободно:
- — проверьте, не задевает ли коленвал за один из шатунов;
- — проверьте правильность установки крышек коренных подшипников;
- — проверьте отсутствие повреждений направляющих втулок или опорных поверхностей крышек коренных подшипников во время установки;
- — проверьте правильность установки вкладышей коренных подшипников.
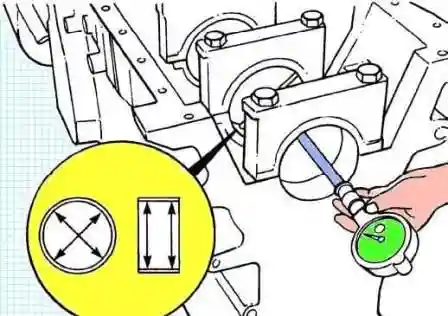
Измерьте осевой люфт коленчатого вала с помощью циферблатного индикатора (№ по каталогу 3824564).
Осевой люфт коленчатого вала: 0,023–0,365 мм.
Если осевой люфт не соответствует норме:
- — если осевой люфт коленвала ниже нормы, проверьте отсутствие препятствий, ограничивающих его перемещение (масляный насос, шатун и пр.);
- — если осевой люфт коленвала выше нормы, проверьте поверхность упорного подшипника коленчатого вала. Кроме того, проверьте правильность установки упорного подшипника.
После этого собираем все детали в соответствии с технологией сборки.

")
")
")
")
")
")
")
")