")

")
")
")
")
Если клапан не плотно садится на седло, то на некоторых участках клапана и седла образуются зазоры.
При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозией и ухудшается прилегание клапана к седлу
На поверхности фаски клапана накапливаются продукты сгорания, вследствие этого нарушается герметичность соединения.
Маслоотражательные колпачки заменяем при увеличенном расходе масла и при очередном ремонте головок блока цилиндров.
Снятие и притирка клапанов
Снимаем головку цилиндра, как описано в статье – «Замена прокладок головок цилиндров дизеля 740».
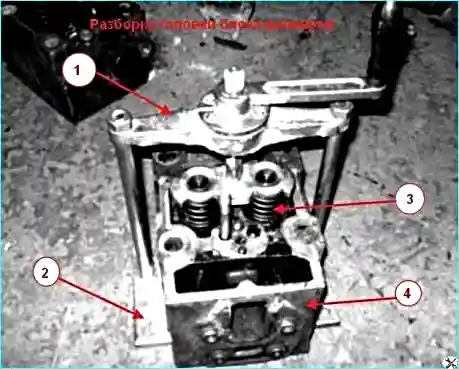
Устанавливаем головку цилиндра на верстак или на основание съемника И801.06.000, при наличии.
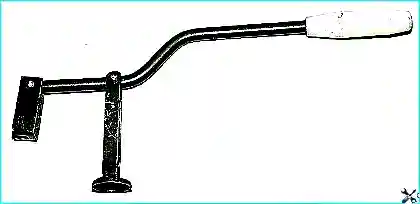
Если нет такого съемника, как на картинке (рис. 1), то можно воспользоваться съемником для автомобилей ВАЗ (рис. 2)
Перед сжатием пружин обстукиваем молоточком по тарелкам пружин, чтобы легче вышли стопорные сухари
Сжимаем пружины клапана до полного выхода сухарей из конуса втулки и снимаем сухари
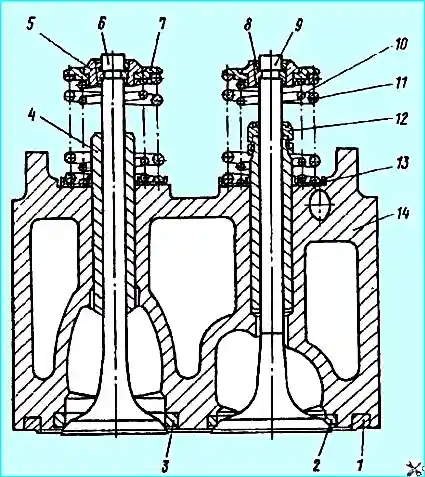
Снимаем втулку 5 (рис. 3), тарелку 7, пружины 10 и 11, шайбу 13, и вынимаем клапана.

С помощью щипцов (рис. 4) извлекаем маслосъемные колпачки.
Очищаем от нагара клапана и седла клапанов и очищаем остальные детали в дизельном топливе.
Углы наклона рабочих фасок должны быть в пределах у седла = 44˚45′; у клапана 45˚30′. Эти углы устанавливаются при реставрации головки цилиндра и клапана до притирки.

Надеваем на стержень клапана предварительно подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
Надеваем на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
На рабочую поверхность фаски клапана наносим равномерный тонкий слой притирочной пасты.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притираем клапан, периодически то, прижимая его к седлу, то, ослабляя усилие прижатия.
Притирку продолжаем до появления на фасках клапанов и седел равномерного матового пояска шириной не менее 1,5 мм.
Промываем седла клапанов и клапаны в дизельном топливе, обдуваем сжатым воздухом и проверяем качество притирки
Для проверки качества притирки наносим мягким карандашом поперек фаски клапана на равном расстоянии шесть – восемь черточек, вставляем клапан в седло и, сильно нажав, проворачиваем на четверть оборота. Если все линии стерлись, то клапан притерт хорошо
Сборка головки цилиндра
Вставляем клапана в направляющие втулки, смазав их моторным маслом. Устанавливаем шайбы 13 (рис. 3).

С помощью приспособления (рис. 6) запрессовываем маслосъемные колпачки.
Устанавливаем пружины, тарелки пружин и, сжав пружины, вставляем стопорные сухари.
После установки сухарей и снятия приспособления для сжатия клапанных пружин нанесите несколько несильных ударов молотком по торцу стержня клапана, чтобы сухари гарантированно зафиксировались в проточке стержня.
Если установленные с перекосом сухари останутся незафиксированными, при пуске двигателя «рассухаренный» клапан провалится в цилиндр, что приведет к серьезной аварии двигателя.
Проверяем герметичность клапанов. Укладываем головку камерами сгорания вверх, и заливаем немного керосина по буртик в камеру сгорания
Если в течение 3 мин керосин не просочится в канал головки, то клапан герметичен.
При подтекании керосина производим легкое постукивание резиновым молотком по торцу клапана. Если подтекание не устранится, клапаны притираем повторно.