
En la mayoría de los casos, la reparación de la culata consiste en lapear o reemplazar las válvulas y sus casquillos guía, reemplazar o esmerilar los asientos de las válvulas
Además, para realizar trabajos relacionados con la reparación de guías y asientos de válvulas, se requieren herramientas y equipos especiales.
En caso de fallas tales como una violación de la estanqueidad de los canales de la camisa del sistema de enfriamiento y la deformación de la superficie de contacto con el bloque de cilindros, se reemplaza la cabeza del bloque.
Para completar la tarea, necesitará herramientas: llaves para 10, 12, 17, una llave para bujías, un destornillador magnetizado de hoja plana (o pinzas) para quitar las chavetas de resorte de válvula, una herramienta para compresor de resorte de válvula.
Preparando el coche para el trabajo.
Extracción del colector de escape (artículo - Extracción de elementos del sistema de escape del Renault Duster)
Extracción del tubo de admisión y del conducto de combustible (artículo - Extracción e instalación del receptor del motor Renault Duster)
Compruebe el funcionamiento de los taqués hidráulicos, si es necesario, enjuáguelos o sustitúyalos por unos nuevos (artículo - Desmontaje de los árboles de levas y cojinetes hidráulicos para las válvulas Renault Duster).


Instale el compresor de resortes de válvulas, comprima los resortes, retire las chavetas de los resortes,

- muelles (ver "Sustitución de juntas de vástago de válvula Renault Duster").

Retire las válvulas de los casquillos guía.
Después de un uso prolongado, se puede formar una rebaba en forma de hongo en el extremo superior de la válvula.
Elimine esta rebaba con una lima de aguja antes de retirar la válvula de la guía de la válvula.
Está prohibido sacar la válvula del manguito guía con un martillo a través del mandril sin quitar la rebaba, ya que esto dañará inevitablemente la superficie interna del manguito.
Elimine los depósitos de alquitrán de la superficie superior del cabezal y de los puertos de entrada.
Estos depósitos se pueden ablandar y lavar con queroseno o combustible diesel.
Limpie las cámaras de combustión y los canales de escape de los depósitos de carbón.
Elimine los depósitos de carbón con un cepillo metálico redondo montado en un portabrocas eléctrico.
Remoje previamente el hollín con queroseno.
Limpie las superficies internas de las guías de válvula con un cepillo cilíndrico delgado de alambre de cobre sujetado en un portabrocas eléctrico.
Elimine los residuos de juntas quemadas de la superficie de contacto de la culata.
Está prohibido limpiar la superficie de contacto del cabezal con cepillos metálicos o papel de lija.
Use una espátula de madera dura o de plástico después de ablandar el resto de la junta con solvente.
Después de la limpieza, inspeccione la cabeza del bloque para evitar su funcionamiento con orificios roscados dañados, grietas (especialmente entre asientos de válvulas y en los conductos de escape), corrosión, inclusiones de materiales extraños, carcasas y fístulas.
Usando una galga de espesores y una regla de metal montada en el borde, verifique la planitud de la superficie de la cabeza al bloque en las direcciones longitudinal y transversal, así como en diagonal.
Si el espacio entre el borde de la regla y la superficie de la cabeza es mayor a 0,05 mm, reemplace la cabeza.
Limpiar las superficies de las bridas de las bridas de culata para instalar el tubo de admisión y colector de escape de residuos de juntas y carbonilla.
Compruebe si hay deformación en el tubo de admisión y las bridas de montaje del colector de escape, reemplace la cabeza deformada.
Repare los orificios roscados dañados enroscando con machos o instalando un manguito de reparación (destornillador).
Determine el desgaste de las guías de la válvula midiendo el diámetro interior del orificio de la guía de la válvula y el diámetro del vástago de la válvula y determine el espacio por la diferencia entre estas dimensiones.
El juego de desgaste máximo permitido para las válvulas de admisión es de 0,10 mm, para las válvulas de escape es de 0,15 mm.
Si el espacio sigue siendo mayor que el valor límite incluso al instalar válvulas nuevas, reemplace los casquillos guía.
Reemplazar esos casquillos guía en un taller especializado que cuente con las herramientas y equipos adecuados.

Compruebe el estado de los asientos de las válvulas.
En los chaflanes de trabajo de los asientos, no debe haber signos de desgaste, picaduras, corrosión u otros defectos.
Los asientos de válvula se pueden reemplazar en un taller especializado.
Los daños menores (pequeños rasguños, rayones, etc.) se pueden eliminar lapeando las válvulas.

Los defectos más significativos en los asientos de las válvulas se eliminan mediante rectificado.
Los sillines deben rectificarse en un taller especializado, ya que esto requiere herramientas y equipos especiales.
Si los defectos significativos en los asientos no se pueden corregir puliendo, reemplace los asientos.

Elimine la carbonilla de las válvulas e inspecciónelas.
No se permite la deformación del vástago de la válvula 1 ni las grietas en su placa 2.
Reemplace la válvula si está dañada.
Compruebe si el bisel de trabajo 3 está demasiado desgastado o dañado.
Se permite el rectificado del chaflán de trabajo de las válvulas (en talleres de reparación con el equipo adecuado).
Después del rectificado, el espesor de la parte cilíndrica de la placa debe ser de al menos 0,5 mm para las válvulas de admisión y de al menos 1,0 mm para las válvulas de escape.
Los rayones menores y los rayones en el chaflán se pueden eliminar puliendo la válvula contra el asiento.
Compruebe la concentricidad del disco de la válvula y el asiento: aplique una fina capa de pintura (por ejemplo, azul de Prusia) en el chaflán de la cabeza de la válvula, insértela en el manguito guía y, presionándola ligeramente contra el asiento, gíralo.
Por los rastros de pintura en el bisel del asiento, puede juzgar la concentricidad de la válvula y el asiento.
Compruebe el estado de las ranuras del vástago de la válvula debajo de las galletas.
Si hay rastros de astillado de los bordes de las ranuras y desgaste de la parte cilíndrica, reemplace la válvula.
Reemplace los sellos de vástago de válvula sin importar su condición.

Inspeccione los resortes de las válvulas.
No se permiten grietas ni pérdida de elasticidad del resorte.
Se puede instalar uno de los dos tipos de resortes.
La longitud libre nominal del primer tipo de resorte es (46,52) mm, el segundo tipo es (46,642) mm.
La longitud con vueltas totalmente comprimidas es de 26,0 y 23,63 mm, respectivamente.
Muelles cuya longitud en estado libre sea inferior al valor máximo permitido, así como resortes torcidos (la desviación del eje del resorte de la vertical en estado libre sea superior a 4˚) y con grietas, reemplácelos.

Compruebe el estado de las placas de resorte. Reemplace las placas con un desgaste significativo en las ranuras de soporte de los resortes.
Instale todas las piezas y componentes desmontados de la culata en el orden inverso al del desmontaje.
Reemplace siempre las juntas de la culata, el tubo de admisión y el colector de escape por otras nuevas, ya que las juntas que se quitan del motor, incluso las juntas que no están dañadas por fuera, pueden estar muy comprimidas y no proporcionarán un sello hermético.
Lapeado de válvulas de culata
Las válvulas están lapeadas en la culata desmontada. para quitar las válvulas de los casquillos guía de la culata, es necesario quitar los resortes de las válvulas comprimiéndolos con una herramienta especial y quitando las grietas de las placas de los resortes (ver "Reemplazo de los sellos de los vástagos de las válvulas Renault Duster").
Para lapear las válvulas, lo más conveniente es utilizar un dispositivo mecánico especial (taladro reversible).

Además, se encuentran a la venta soportes de mano confeccionados válvula.
Si no hay accesorios listos para usar, puede usar un accesorio hecho de acuerdo con el dibujo.
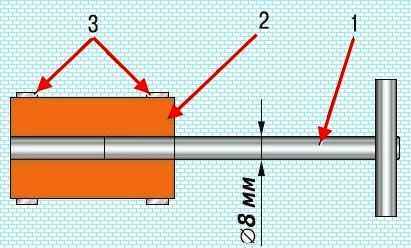
En lugar de una manguera de goma y abrazaderas, se puede soldar una punta al vástago del accesorio, en cuya pared lateral se hace un orificio roscado pasante, en el que se atornilla un perno para fijar el vástago de la válvula.
Además, necesitará: pasta de lapear, queroseno, un resorte débil que pase a través del orificio del asiento de la válvula a lo largo del diámetro exterior.
Limpie la válvula de depósitos de carbón.

Aplique una capa delgada y continua de pasta de pulido al bisel de la válvula.
Coloque un resorte preseleccionado en el vástago de la válvula e inserte la válvula en el manguito guía desde el lado de la cámara de combustión, lubricando el vástago de la válvula con una capa de grasa de grafito.
La grasa de grafito evita que el casquillo guía introduzca abrasivo de la pasta de lapeado en sus orificios y facilita la rotación de la válvula durante el lapeado.
Coloque una herramienta de pulido de válvulas (o un tubo de goma para conectar la válvula al taladro reversible) en el vástago de la válvula.
Encendiendo el taladro a la velocidad mínima (en modo inverso) o girando el dispositivo (en el caso de lapeado manual) alternativamente en ambas direcciones media vuelta, lapee la válvula, presionándola periódicamente contra el asiento y luego aflojándola. la fuerza de presión.

Lapee la válvula hasta que aparezca una banda monofónica continua de color gris mate con un ancho de al menos 1,5 mm en su chaflán.

Al mismo tiempo, también debería aparecer una correa brillante con un ancho de al menos 1,5 mm en el asiento de la válvula después del lapeado.

Después de lapear, limpie bien la válvula y el asiento con un paño limpio y enjuague para eliminar cualquier resto de pasta de lapeado.
Comprobar la estanqueidad de la válvula instalándola en el cabezal con muelles y crackers.
Luego, acueste la cabeza de lado y vierta queroseno en el canal que está cerrado por la válvula.
Si el queroseno no se filtra en la cámara de combustión en 3 minutos, la válvula está apretada.

")
")
")
")
")
")
")
")